


-
Home

-
Study
-
Application form
- Frontpage
Tenké povlaky
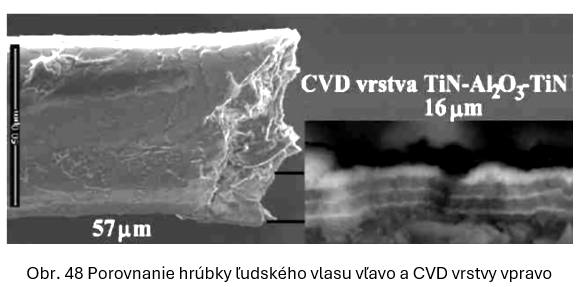
Povrch patrí medzi najnamáhanejšie časti súčiastok a sú naň kladené vysoké požiadavky. Vo väčšine prípadov ide o namáhanie povrchu oterom, abrazívnym alebo adhezívnym opotrebením, koróziou, únavou atď. Preto medzi najčastejšie požiadavky na vlastnosti nástrojov a súčiastok patrí tvrdosť, oteruvzdornosť, odolnosť voči korózii, dobré klzné vlastnosti a podobne. Požadované vlastnosti možno dosiahnuť niekoľkými spôsobmi a to buď klasickými metódami povrchových úprav alebo pomocou tenkých, tvrdých oteruvzdorných vrstiev, ktoré dosahujú hrúbku maximálne niekoľko μm. Tenký povlak je vrstva materiálu rovnakého alebo iného zloženia nanesená špeciálnymi technológiami (PVD, CVD) na funkčnú plochu súčiastky za účelom zlepšenia funkčných alebo vzhľadových vlastností súčiastky. Tenké povlaky môžeme charakterizovať ako „dvojdimenzionálnu” látku, keďže tretí rozmer - hrúbka – je tak malý (od 1 μm do 1 nm), že pomer povrchu ku objemu je značne veľký (až 106). Na obr. 48 je porovnanie hrúbky ľudského vlasu a CVD vrstvy.
Vlastnosti tenkých vrstiev a objemového materiálu sú odlišné, aj keď ich kryštalografická štruktúra je rovnaká. Tenké vrstvy sa vyznačujú pórovitosťou, ktorá ovplyvňuje procesy adsorpcie, difúzie a chemických reakcií na povrchu. Štrukturálna neusporiadanosť spôsobuje veľké rozdiely v mechanických, elektrických aj v magnetických vlastnostiach. Tvorba, rast a vlastnosti tenkých vrstiev sú ovplyvnené mnohými činiteľmi, z ktorých najdôležitejšie sú tlak a rýchlosť kondenzácie, teplota výrobku (podložky), zloženie zvyškovej atmosféry, uhol nanášania a kvalita povrchu podložky. Usporiadanosť štruktúry vrstvy ovplyvňuje stupeň vákua. Pri veľkých rýchlostiach nanášania vrstiev vzniká jemnozrnná štruktúra, pri veľkých uhloch nanášania rastú veľké zrná v smere dopadajúceho prúdu a tvorí sa prednostne orientovaná štruktúra. Textúru štruktúry môže ovplyvniť tiež teplota podložky. Pri vysokej teplote povrchu podložky povrch udeľuje dopadajúcim časticiam kinetickú energiu, čo vyvoláva migráciu častíc na miesta s nižšou potenciálnou energiou.
Pri tvorbe vrstiev môžu vzniknúť vrstvy so štruktúrou:
- polykryštalickou s rôznou veľkosťou kryštálov a orientáciou od chaotického usporiadania až po monokryštalickú orientáciu.
- monokryštalickou (epitaxiálna vrstva) – podmienkou vzniku je požadovaná orientácia kryštalizačných centier už pri ich vzniku. Je to ovplyvnené podložkou, nanášaným materiálom, teplotou a rýchlosťou kondenzácie.
- amorfnou - vplyvom rýchleho ochladenia kondenzovaného materiálu.
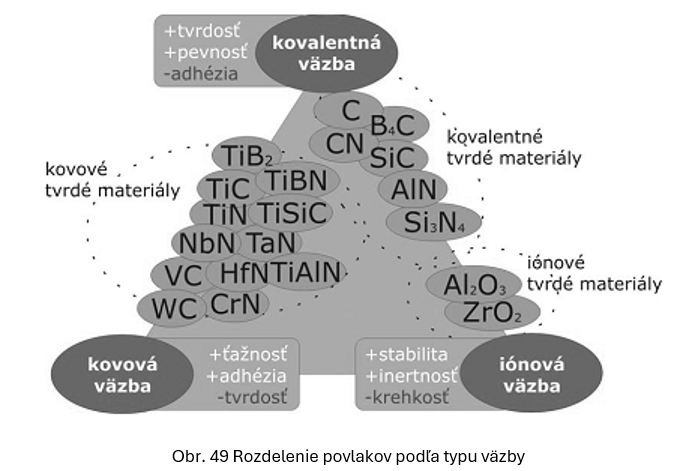
Rozdelenie povlakov podľa typu väzby je na obr. 49.
Čistota povlakov – primárne závisí od čistoty zdroja povlakového materiálu, sekundárne od vplyvu zvyškových plynov a žeraviaceho zdroja, hlavne odporového. Pre priemyselné účely je čistota povlaku menej dôležitá ako pre fyzikálne účely, napr. pre výrobu rôznych filtrov v optike. Najpriaznivejšie z hľadiska čistoty povlakov je, ak sa nanášaný materiál odparuje pomocou elektrónového dela.
Hustota povlakov – táto závisí hlavne od energie, ktorou atómy alebo molekuly excitovaných látok narážajú na povlakovaný povrch. Zatiaľ čo energia odparovaných častíc je rádovo 0,1 – 1 keV, naprašované a plátované častice majú energiu o niekoľko rádov vyššiu. Hustota naprašovaného povlaku sa blíži hustote materiálu katódy, z ktorej sa povlak odprašuje a vo vytvorenom povlaku si zachováva stechiometrický pomer komponentov vzhľadom ku katóde. Iónové plátovanie umožňuje tiež dodatočné vytvrdzovanie povlaku žíhaním v plazmovom výboji.
Priľnavosť povlakov – napätie molekulárnych väzieb medzi atómami povrchu základného materiálu a povlaku vplýva na adhéziu povlaku. Ak nie je povrch základného materiálu vhodne čistený chemickými prostriedkami zvyškové neadsorbované vrstvy môžu interagovať s novo vznikajúcim povlakom. Túto interakciu znižuje napr. ohriatie podložky vo vákuu. Tento spôsob sa používa hlavne pri odparovaní. Pri naprašovaní a iónovom plátovaní bombardovaním povrchu urýchlenými iónmi sa odstraňujú nielen adsorbované molekuly plynov, ale aj adsorbované kontamináty z niekoľkých monovrstiev povrchu základného materiálu. Takéto čistenie dáva predpoklad vynikajúcej adhézie povlakov.
Homogénnosť povlakov – homogénnosť a rovnomernosť nanášaných povlakov závisí hlavne od konštrukcie, geometrického usporiadania a rozmerov použitého povlakovacieho zariadenia. Pre všetky uvedené metódy a zvlášť pre naprašovanie platí podmienka, aby uhol dopadu atómov a molekúl tvoriacich povlak bol 90°. Pri odparovaní na členité povrchy možno túto podmienku dodržať zväčšovaním vzdialenosti od odparovaného zdroja, čo je však na úkor zníženia rýchlosti povlakovania. Pri iónovom plátovaní je rovnomernosť nanesených povlakov aj na členitých plochách vďaka pracovnému plazmovému výboju dostatočná.
Jedným z najjednoduchších riešení zaisťujúcich rovnomernosť a homogenitu povlakov je rotácia držiaka povlakovaných súčiastok. Pre zvlášť členité povrchy musí držiak zabezpečovať pohyb s viacerými stupňami voľnosti, alebo viacnásobné upnutie s nutnosťou prerušenia procesu pri polohovaní súčiastok, čo však predlžuje dobu povlakovania.
Procesy fyzikálneho nanášania z pár (Physical Vapour Deposition processes) - PVD povlaky
PVD je depozičný proces, pri ktorom je materiál odparovaný z pevného alebo tekutého zdroja vo forme atómov alebo molekúl a ďalej je transportovaný vo vákuu alebo plazme na substrát, kde kondenzuje a vytvára tenkú vrstvu (povlak, film). Dá sa to realizovať nasledovnými technológiami:
- naparovanie,
- naprašovanie,
- iónové plátovanie,
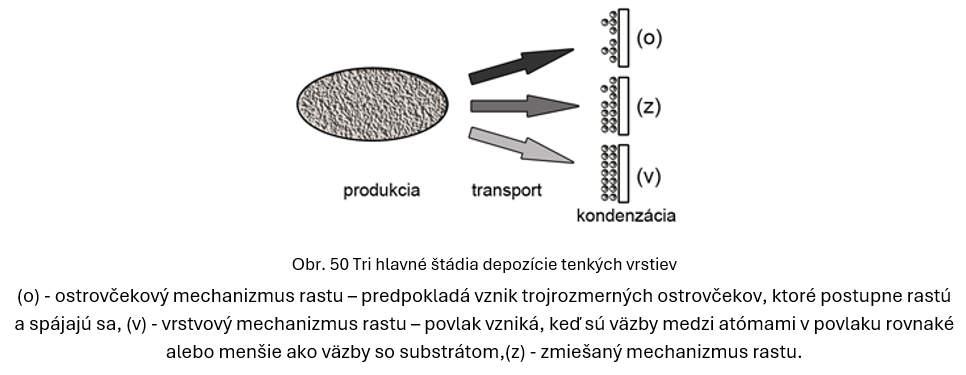
Princíp naparovania – pary kovov sú neutrálne kovové atómy. Ich pohyb vo vákuu sa riadi zákonom sálania (častice kovu sa pohybujú priamočiaro všetkými smermi). Ak by v pracovnom priestore nebolo dostatočné vákuum, častica kovu sa môže zraziť s časticou plynu, čím sa zníži jej kinetická energia EK, zmení sa jej dráha a tento dej má nepriaznivý účinok na vlastnosti povlaku. Preto vysoké vákuum je dôležité už aj z tých príčin, aby molekuly plynu neboli strhávané na povrch povlaku. Tým by vznikali povlaky matné a zle priľnavé k povrchu. Rast tenkých vrstiev na substráte sa môže realizovať troma základnými mechanizmami, obr. 50.
Naparovanie
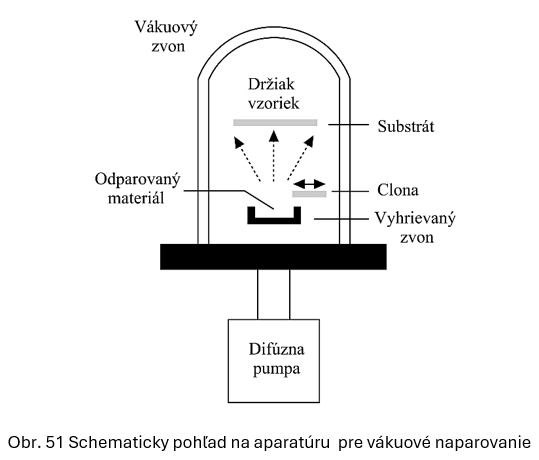
Pri ohreve materiálu na vysokú teplotu vo vákuu sa zväčšuje kinetická energia častíc v povrchovej vrstve do takej miery, že dôjde k uvoľňovaniu atómov, prípadne molekúl. Tieto častice vytvárajú mračno, čím v ohraničenom priestore dôjde k vzniku rovnovážneho tlaku pár. Ak v tomto priestore je výrobok (súčiastka, podložka) s nižšou teplotou, kondenzuje odparovaný materiál na jeho povrchu, obr. 51. Odparovacia teplota je taká teplota, pri ktorej tlak pár odparovaného materiálu je 1,33 Pa. Ak je vo vákuovanom priestore menší tlak ako je 1,33.10-3 Pa pri vzdialenosti do 0,5 m pohybujú sa uvoľnené atómy priamočiaro, pokiaľ nedôjde k vzájomnej zrážke. Rýchlosť nanášania závisí od tvaru a veľkosti výparníka, orientácie výrobku a od kondenzácie. Kvalita a štruktúra vrstiev je ovplyvňovaná rýchlosťou nanášania, tlakom zvyškových plynov nad povrchom výrobku a jeho teplotou.
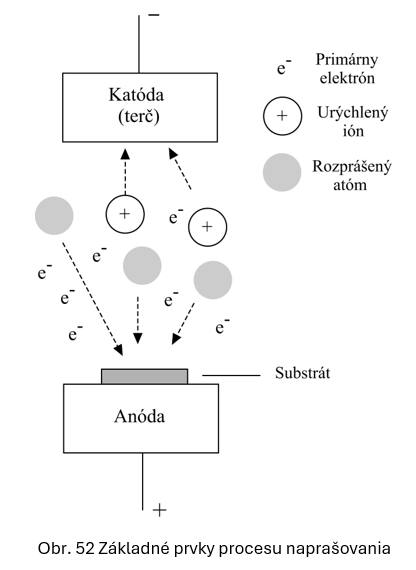
Naprašovanie (sputtering) - v okolí zdrojového terča horí tlejivý výboj, v ktorom ionizované častice pracovného plynu vyrážajú z jeho povrchu atómy (rozprašujú záporný terč). Tie putujú cez vákuum (transport), kondenzujú na podkladovom materiáli umiestnenom pred terčom a vytvoria tenkú vrstvu. Homogenitu naprášenej vrstvy zabezpečuje rotovanie substrátu počas depozície. Technologickými parametrami je možné podstatne ovplyvňovať výsledné vlastnosti povlaku. Ich výber závisí od módu a typu naprašovacieho systému (diódový, magnetrónový, nerovnovážny magnetrónový systém, iónové zväzky). Prvky procesu naprašovania sú zobrazené na obr. 52.
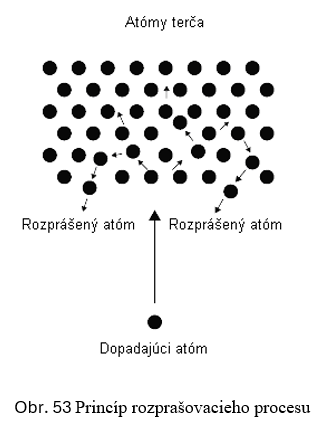
Pri dopade iónov pracovného plynu (alebo zmesi plynov) na povrch terča nastáva odovzdanie ich kinetickej energie atómom terča, čo spôsobuje emisiu atómov z terča – rozprašovanie – a eróziu jeho povrchu, obr. 53. Pri rozprašovaní prebieha viacero fyzikálnych (prípadne chemických) procesov, ktoré závisia od typu a vlastností bombardujúcich iónov i atómov terča. Rozprašovanie je výsledkom zrážkovej lavíny atómov, ktorá sa šíri od povrchu terča vplyvom dopadu iónov.
Spôsoby naprašovania:
- diódové,
- triódové,
- vysokofrekvenčné,
- magnetrónové,
- reaktívne iónové.
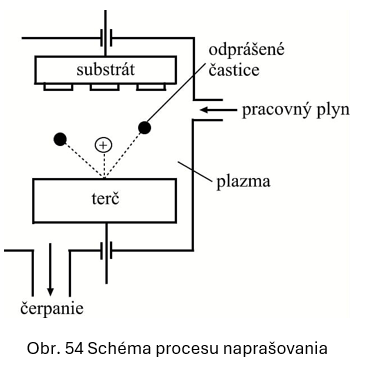
Schematický náčrt procesu naprašovania je na obr. 54.
Iónové plátovanie
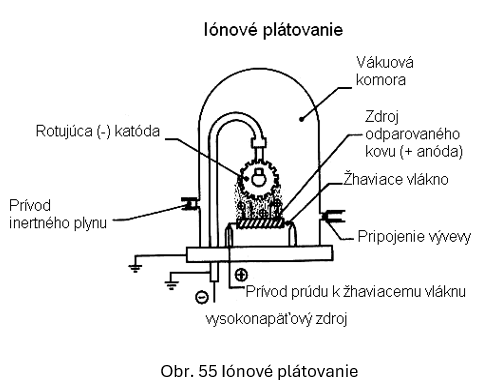
Je to kombinácia metód naparovania a naprašovania. Je to metóda tvorenia tenkých vrstiev (rádove 1 ÷ 20 μm) nanášaných vo vákuu rýchlosťou 0,1 μm.min-1, pričom vrstvy môžu byť tvorené jedným chemickým prvkom alebo ťažkotaviteľnými zlúčeninami (chemickou reakciou odparovaného kovu vo vákuu za prítomnosti reaktívnych plynov), ako sú nitridy, oxidy, karbidy a iné zlúčeniny. Môže byť opísané ako odparovanie v tlejivom výboji, alebo ako ovplyvnené odparovanie, pritom si však treba uvedomiť, že sa jedná o komplexný mechanizmus. Povlakované súčiastky majú funkciu katódy, ktorá sa nachádza v plazme udržovanej pomocou jednosmerného alebo striedavého vysokofrekvenčného poľa. Kladne nabité ióny sú v plazme urýchľované pôsobiacim elektrickým poľom smerom ku katóde, bombardujú a kontinuálne čistia povrch katódy pred povlakovaním. Povlakovaný materiál je súčasne odparovaný buď z odporového tepelného zdroja, alebo elektrónového dela, jeho odparované atómy alebo molekuly sú prechodom cez plazmu ionizované a urýchľované smerom ku katóde, kde interagujú a vytvárajú koherentný húževnatý a výborne priľnavý povlak. Schéma procesu je na obr. 55.
Procesy chemického nanášania z pár (Chemical Vapour Deposition processes) CVD povlaky
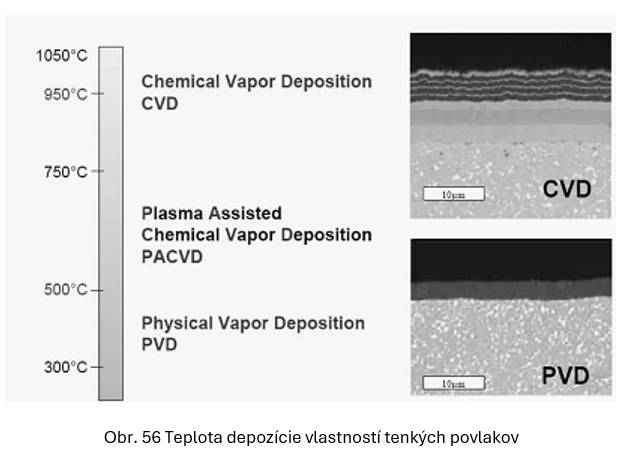
Technológia CVD patrí medzi najstaršie metódy vytvárania tenkých vrstiev a je založená na princípe chemickej syntézy povlakov z plynnej fázy pri teplote okolo 1000°C, pričom dôjde k vzniku povlaku a odpadových produktov. CVD využíva na depozíciu vo všeobecnosti zmes chemicky reaktívnych plynov (napr. TiCl3, CH4, AlCl3, BCl3 a pod.) zahriatych na pomerne vysokú teplotu 900 – 1100°C.
CVD technológia umožňuje vytvárať vrstvy rôzneho zloženia v závislosti od parametrov depozície a kombinácie pracovných plynov. Takto môžeme vytvárať povlaky tvorené Si, B, C, boridmi, karbidmi, nitridmi, oxidmi, sulfidmi a silicidmi (napr. vrstvy TiNx, TiC, TiB2, TiO2, TiSi2 a pod.).
CVD zariadenie pozostáva z reaktora, do ktorého sa vkladajú súčiastky určené na povlakovanie. Komora obsahuje vyhrievacie telesá ohrievajúce súčiastky na požadovanú teplotu, aby mohli prebehnúť príslušné chemické reakcie (pyrolýza, redukcia, oxidácia, vytváranie zlúčenín s použitím amoniaku NH3 alebo H2O). Do reaktora vstupujú zo zásobníkov prekurzory (východiskové látky z ktorých chemickými reakciami vzniká výsledný produkt) a reakčné plyny (napr. CH4, C2H2, NH3...). Pre zabezpečenie prúdenia prekurzorov do reaktora je potrebné na výstupe reaktora čerpanie vývevou. Často sa na tento účel používa nosný plyn, napr. Ar. Na výstup z reaktora je umiestnený odlučovač na zneškodňovanie splodín reakcií, ktoré sú často jedovaté a korózne agresívne.
CVD technológie majú nasledovné výhody:
- príprava povlakov s vysokou čistotou a hustotou,
- príprava povlakov s vysokou rýchlosťou nanášania,
- vysoká reprodukovateľnosť,
- vysoká adhézia,
- rovnomerná hrúbka povlakov aj u členitých tvarov podložiek bez potreby rotácie,
- možnosť dobrej regulácie rýchlosti rastu povlakov,
- možnosť použitia veľkého množstva prekurzorov (halogenidy, hydridy, organokovové zlúčeniny...).
Nevýhody CVD metód:
- nutnosť ohrevu podložiek na 800-1200°C,
- väčšina prekurzorov a splodín chemických reakcií je jedovatá, horľavá, výbušná a korózne agresívna.
Hlavnou nevýhodou CVD metód povlakovania je nutnosť predohrevu podložky na vysokú teplotu, čo obmedzuje aplikáciu povlakov len na niektoré druhy materiálov. Túto nevýhodu eliminuje metóda PE CVD (Plasma Enhanced CVD), čo je vlastne CVD v tlejivom výboji. Pri tejto metóde sú chemické reakcie stimulované nie vysokou teplotou podložky, ale plazmou pri zníženom tlaku. Reakcie tak môžu prebiehať pri podstatne nižšej teplote substrátov. Dosahuje sa to aplikáciou elektrického napätia pri tlakoch z intervalu 0,1 - 1000 Pa čím v prostredí vákuovej komory obsahujúcej prekurzory a často aj nosný plyn vzniká plazma v tlejivom výboji. Plazma pozostáva z elektrónov, iónov a emitovaných atómov a molekúl. Zrážkami s elektrónmi sa pary prekurzorov a nosného plynu disociujú a ionizujú, čo stimuluje heterogénne chemické reakcie na povrchu a blízko povrchu podložiek. Aj keď teplota elektrónov dosahuje rádovo 10000°K, ich tepelná kapacita je malá a nehrozí prehriatie podložiek. Takto je možné vytvárať povlaky už od izbovej teploty.
Teploty depozície PVD a CVD povlakov a ich niektoré vlastnosti sú uvedené na obr. 56.
Povrchové úpravy termickými nástrekmi
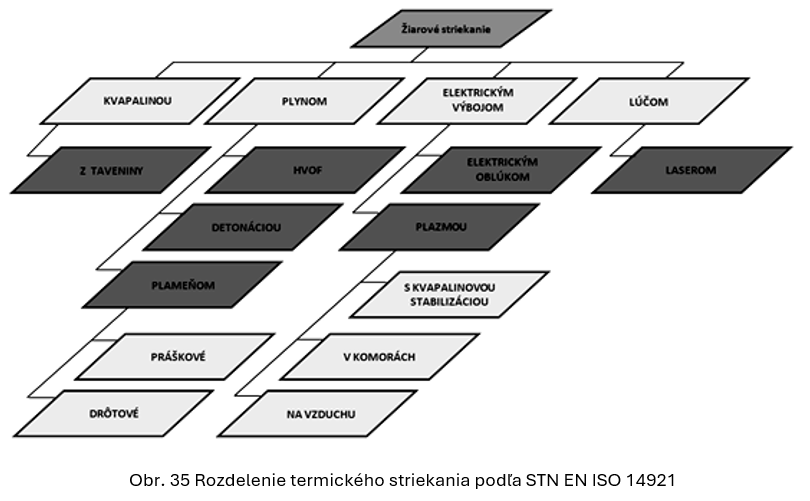
Jednou z ciest k zlepšovaniu funkčných vlastností strojových súčiastok je zvyšovanie ich životnosti a prevádzkyschopnosti tvorbou funkčných a ochranných povlakov s výrazne lepšími vlastnosťami oproti základnému materiálu s využitím lacnejších a ľahšie dostupných substrátoch. Povlaky a metódy ich tvorby sú veľmi rôznorodé a existuje viacero klasifikácií tvorby povlakov ako aj klasifikácií povlakov ako takých. Samotný pojem termického (žiarového) striekania zahŕňa procesy, v ktorých sa nanášané materiály ohrejú v striekacom zariadení, alebo mimo neho do plastického alebo tekutého stavu a následne sú vrhané na predupravený povrch, pričom tento zostáva nenatavený. Na vhodne predupravenom chemicky aktívnom povrchu dochádza k spojeniu povlaku a základného materiálu. Zdrojom tepelnej energie, nutnej k nataveniu prídavného materiálu, môže byť buď spaľovací proces, alebo elektrická energia. Najčastejšie sa uvádza rozdelenie žiarového striekania podľa nositeľa energie používaného na striekanie, obr. 35. Toto rozdelenie klasifikuje aj norma STN EN ISO 14921.
Okrem rozdelenia žiarového striekania podľa druhu použitej energie možno tento proces deliť do týchto skupín:
- podľa vývojových stupňov
- tradičné procesy – plameňové a oblúkové,
- progresívne procesy – plazmové, detonačné, nadzvukové,
- podľa rýchlosti prúdu častíc a plynov
- pod zvukové procesy – plameňové a oblúkové,
- procesy blízke rýchlosti zvuku – plazmové,
- nadzvukové procesy – JET KOTE, DIAMOND JET, CDS, TOP GUN
- podľa operácií - ručné, mechanizované, automatizované,
- podľa formy prídavného materiálu - tyčinkové, práškové, striekanie tavným kúpeľom, drôtové.
Princíp tvorby žiarových povlakov
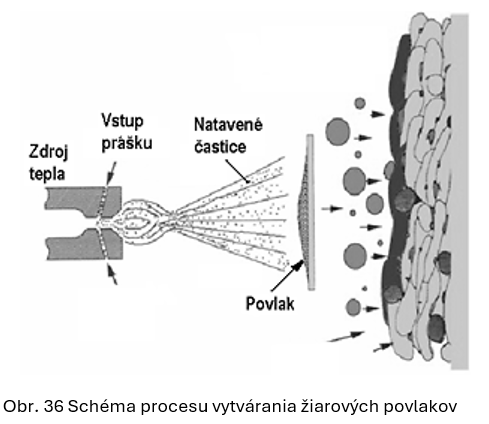
Žiarový nástrek je časticový proces vytvárania povlakov o hrúbke väčšej ako 50 µm, kde nanášaný materiál vo forme prášku, alebo drôtu je privádzaný do zariadenia, kde dôjde k jeho nataveniu a urýchleniu roztavených častíc smerom k povlakovanému povrchu substrátu, obr. 36. Po dopade na povrch substrátu dôjde k výraznému plošnému rozstreku častice a k jej rýchlemu stuhnutiu. Tým sa vytvára povlak s charakteristickou lamelárnou štruktúrou a špecifickými vlastnosťami.
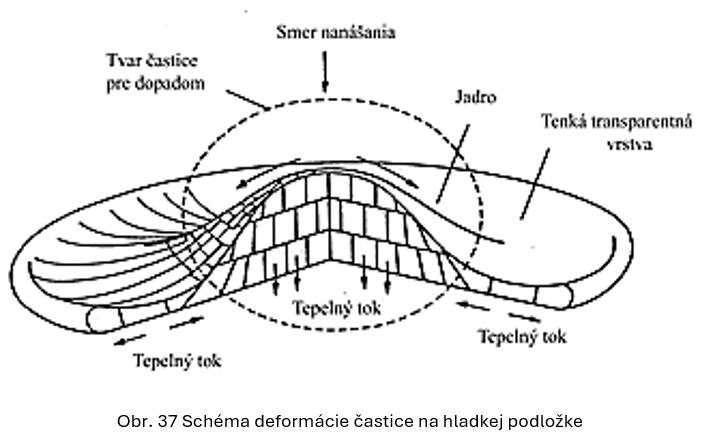
Pri náraze letiacich roztavených častíc na podložku sa mení ich kinetická energia na tepelnú a deformačnú energiu. Pri dotyku častíc s podložkou sa odovzdá ich teplo lokálnej časti povrchu substrátu, častice sa rýchlo ochladzujú a tuhnú. Častice, ktoré počas letu pod vplyvom povrchových napätí nadobudnú sféricky tvar, sa pri náraze na povrch substrátu silne deformujú a stuhnú v tvare 5 až 15 µm hrubých lamiel. Základnou stavebnou jednotkou je deformovaná častica (splat) v tvare disku, obr. 37.
Kinetická energia pri náraze častíc zapríčiňuje ich deformáciu a vznik značných tlakov – dynamického a impulzného. Pri striekaní impulzný tlak očisťuje povrch podložky v mieste nárazu privádza materiál častice do fyzikálneho kontaktu. Pre optimálne spojenie častice s podložkou je smerodajný dynamický tlak, ktorý pôsobí v priebehu celého trvania deformácie a tuhnutia častíc a dvoj až trojnásobne prevyšuje čas trvania účinku impulzného tlaku. V reálnych podmienkach striekania rýchlosť častíc dosahuje hodnoty 100 až 300 m.s-1 a dynamický tlak môže dosiahnuť hodnôt 49 až 98 MPa, počas trvania účinku 10-5 až 10-7 s.
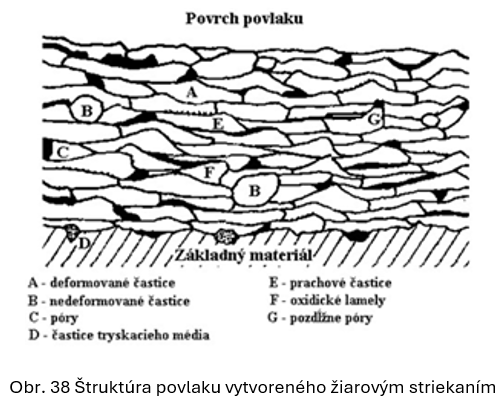
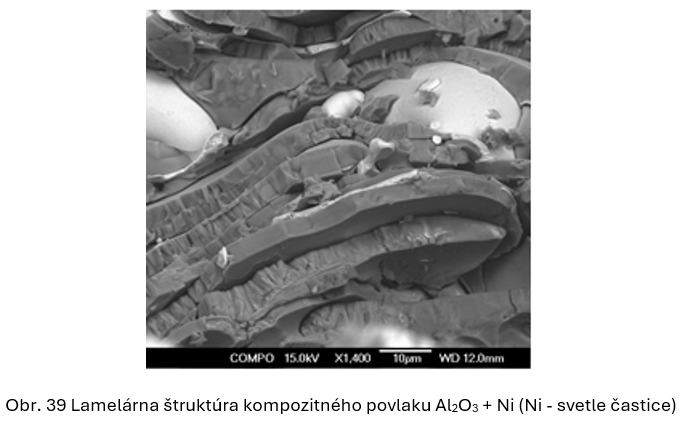
Ukladaním lamiel jednej na druhú vznikne pri technológiách žiarového striekania povlak s charakteristickou lamelárnou štruktúrou, tvorenou jednotlivými deformovanými časticami (splatmi), nenatavenými, alebo čiastočne natavenými časticami, pórmi a oxidickými časticami. Výsledná štruktúra povlaku je na obr. 38. Príklad lamelárneho usporiadania častíc na lomovej ploche kompozitného povlaku je na obr. 39.
Stupeň deformácie a teda aj tvar lamiel závisí od viskozity a zmáčavosti tekutých častíc, ich teploty, rýchlosti letu a ochladzovania, charakteru povrchu substrátu a pod.
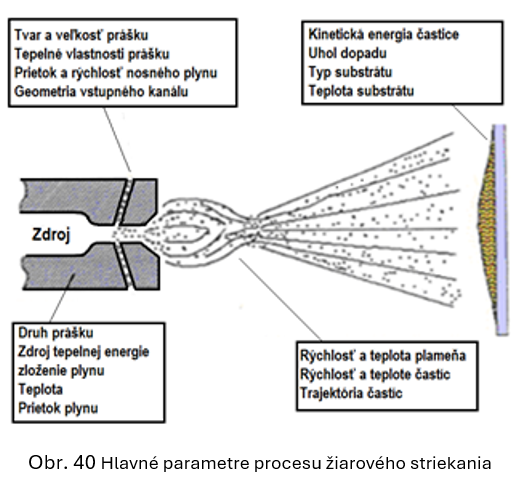
Parametre procesu, ktoré majú na kvalitu povlaku najväčší vplyv, sú znázornené na obr. 40.
Vlastnosti žiarovo striekaných povlakov
Pevnosť a tvrdosť
Pevnosť povlaku závisí od parametrov striekania a hrúbky povlaku. S rastom hrúbky sa v ňom hromadia napätia a znižuje sa tak pevnosť. Tvrdosť povlakov možno zvýšiť v širokom rozsahu pomocou parametrov striekania, druhom a veľkosťou častíc striekaného materiálu. Napríklad tvrdosť povlakov WC dosahuje 700-1350 HV, pri povlakov Al2O3 je 1000 HV, u menej hustých asi 700 HV.
Priľnavosť povlakov
Pod pojmom priľnavosť rozumieme súhrn povrchových síl, ktorými sa navzájom priťahujú častice rôznych látok. Z hľadiska technológie žiarového striekania je výraz priľnavosť použitý aj na označenie sily potrebnej na odtrhnutie plošnej jednotky vrstvy od základného substrátu. Je jednou z najdôležitejších vlastností povlakov.
Hlavné faktory ovplyvňujúce priľnavosť povlaku k substrátu:
- hrúbka vrstvy,
- teplota častíc, základu a čas spolupôsobenia,
- rýchlosť častíc,
- parametre striekacieho procesu,
- predúprava povrchu substrátu.
Okrem týchto hlavných faktorov vplývajú na priľnavosť striekaných povlakov aj pracovné parametre, ako je vzdialenosť horáka od základného substrátu, druh a množstvo prášku, napájacie napätie a prúd. Nanesením vhodnej medzivrstvy môžeme výrazne zvýšiť priľnavosť keramických povlakov. Medzivrstvy sa vyznačujú dobrou priľnavosťou k substrátu a ich povrch dáva dobré podmienky pre priľnutie povlaku.
Priľnavosť medzi základom a povlakom a medzi časticami v povlaku, teda adhézia a kohézia vznikajú ako dôsledok pôsobenia mnohých síl:
- mechanické zakotvenie tekutých čiastočiek do základného materiálu,
- uplatnenie slabých síl fyzikálneho spolupôsobenia typu Van der Waalsa,
- tvorba mikrozvarov za vzniku pevných chemických väzieb.
Materiály na vytváranie povlakov žiarovým spôsobom
Pre tvorbu žiarovo striekaných povlakov sa používajú prídavné materiály vo forme drôtu, prášku, alebo tyčinky. Drôty sa používajú predovšetkým na vytváranie kovových povlakov technológiou žiarového striekania elektrickým oblúkom, alebo plameňom. Špeciálnym typom sú tzv. rúrkové drôty, tvorené zliatinovým obalom naplneným tvrdými časticami karbidov, boridov, a pod.
Vytváranie povlakov sa najčastejšie realizuje použitím práškových prídavných materiálov. Prídavné materiály delíme z hľadiska ich chemického zloženia na:
- kovové - najjednoduchšie kovové prídavné materiály sú na báze čistého kovu predovšetkým Al a Zn pre účely proti korózií alebo Mo pretože má veľmi dobré klzné vlastnosti,
- keramické - ich vynikajúcou vlastnosťou je odolnosť proti opotrebeniu a tepelné a izolačné vlastnosti,
- exotermické - táto skupina prídavných materiálov nie je príliš početná. Sú to prídavné materiály napr. na báze Ni-Al. Pri termickom striekaní vzniká exotermická reakcia, ktorú sprevádza vývoj tepla, ktoré vytvára novú chemickú väzbu NiAl vrstvy. Vyrábajú sa vo forme drôtov i prášku. Používajú sa často ako medzivrstvy.
- špeciálne - sú to tzv. cermety, napr. 30 % NiAl + 70 % ZrO2,
- plasty - pri nanášaní práškových plastov musí byť horák vhodne konštrukčne vyhotovený, pre nízku teplotu tavenia týchto hmôt.
- kompozitné povlaky na báze keramika – kov a keramika – plast. Prídavok kovovej, resp. plastovej zložky zlepšuje priľnavosť a úžitkové vlastnosti povlakov.
Termické striekanie plameňom
Pri striekaní plameňom je zdrojom tepla plameň, ktorý vzniká horením zmesi kyslík - horľavý plyn. Ako horľavý plyn sa pre vysokú teplotu plameňa (až 3150°C) využíva najčastejšie acetylén. V praxi sa využíva neutrálny plameň v pomere C2H2 : O2 = 1,1 : 1 a aby nastalo úplné zhorenie acetylénu, reakcie sa zúčastňuje kyslík z atmosféry.
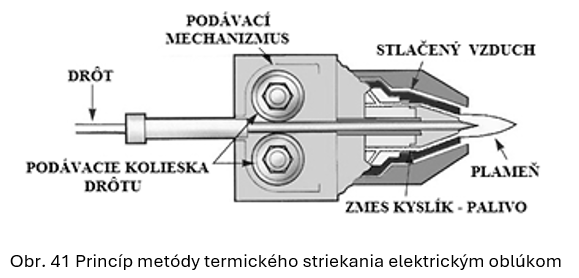
Striekaný materiál je podávaný vo forme prášku alebo tyče do horiaceho plameňa, odkiaľ sa natavený pomocou stlačeného vzduchu urýchľuje smerom k substrátu. Vzhľadom k dosahovanej teplote plameňa tesne za horákom nie je možné aplikovať touto metódou žiarového striekania nanášanie všetkých typov prídavných materiálov, predovšetkým ťažkotaviteľných.
Principiálna schéma žiarového striekania plameňom ja na obr. 41.
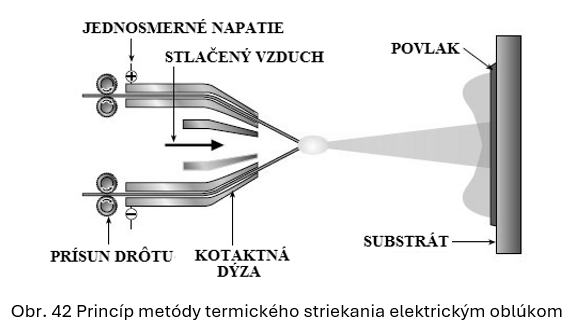
Termické striekanie elektrickým oblúkom
Elektrický oblúk je samostatný elektrický výboj v plyne, ktorý vzniká medzi anódou a katódou (Obr. 42). Oblúk sa skladá z katódovej a anódovej škvrny a stĺpca. Katódová škvrna má teplotu 3200 až 3600 K a anódová 3600 až 4000 K. Oblúkový stĺpec dosahuje teplotu okolo 6000 K.
Plazmové žiarové striekanie
Plazma nazývaná ako štvrté skupenstvo hmoty sa na zemi vyskytuje len výnimočne. Jedná sa o osobitný stav plynov, pri ktorom sa tieto stávajú vodivými ionizáciou ich atómov. Na vytvorenie plazmy je potrebné ohriať látku na vysokú teplotu alebo v nej vytvoriť elektrický náboj. So stúpajúcou teplotou rastie rýchlosť pohybu molekúl, dochádza k disociácii molekúl a následnej ionizácií plynu.
Kontrahovaný elektrický oblúk môže vzhľadom na použitý plazmový plyn dosahovať tieto teploty :
- vodíková plazma do 8000°K,
- dusíková plazma 7000°K,
- argónová plazma 15000°K,
- héliová plazma 20000°K.
Pri horákoch s plynnou stabilizáciou je vplyv parametrov oveľa zložitejší. Okrem prúdu, napätia a rýchlosti plazmového lúča tu zohráva dôležitú úlohu aj množstvo privádzaného plazmového, fokusačného a ochranného plynu, tvar a prevedenie hubice, trysiek a priemer volfrámovej elektródy.
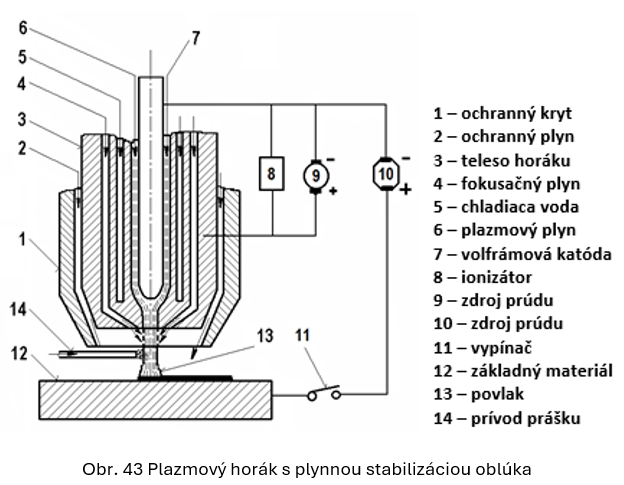
Z funkčného hľadiska sa privádzajú do horáku tri druhy plynov. Plazmový plyn (6), obr. 43, slúži na vytvorenie plazmového lúča (používa sa Ar, He, Ar+H2), fokusačný plyn (4) slúžiaci k fokusácii lúča (Ar, Ar+H2, Ar+N2) a ochranný plyn (2) chrániaci roztavený striekaný materiál pred účinkami okolitej atmosféry (Ar, Ar + H2, Ar + N2, CO2).
Detonačné striekanie
Detonačný nástrek, obr. 44, využíva tepelnú a kinetickú energiu spaľovacieho procesu plynov, uzavretých v spaľovacej komore, do ktorej je privádzaný materiál vo forme prášku. Pre porovnanie s nástrekom plameňom dosahuje vyššie teploty i rýchlosti dopadu.
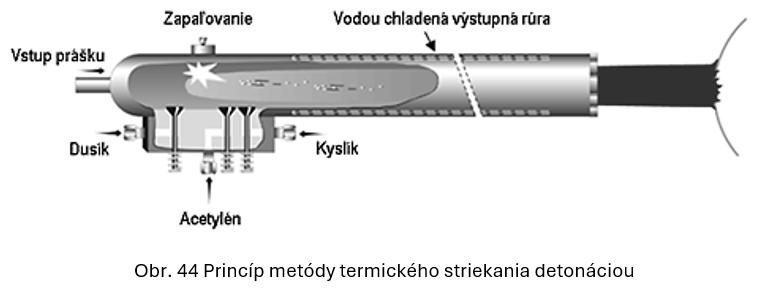
Pri nástreku sú palivové plyny stláčané v spaľovacej komore, do ktorej je privádzaný materiál vo forme prášku. Zmes plynov a prášku je diskontinuálne zapaľovaná zapaľovacou sviečkou. Explózia plynov ohrieva a súčasne urýchľuje častice prášku hrdlom horáka smerom k povlakovanej súčasti. Na čistiaci preplach komory a valca pištole sa po každej detonácií používa dusík. Tento proces sa cyklicky opakuje s frekvenciou viac než 100 cyklov za minútu.
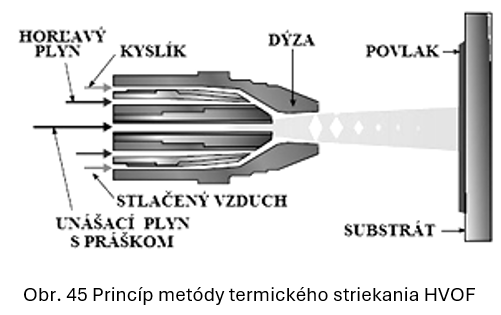
Vysokorýchlostné termické striekanie plameňom – HVOF
Táto metóda termického striekania efektívne využíva vysokú kinetickú energiu a v obmedzenej miere tepelnú energiu, aby vytvorila kompaktný povlak s nízkou pórovitosťou a vysokou pevnosťou. Niektoré z týchto vrstiev majú priľnavosť viac než 83 MPa. Majú veľmi jemne zrnitý povrch, s veľmi nízkym obsahom oxidov a tieto vrstvy vykazujú len veľmi nízke zvyškové vnútorné napätia. Metóda je v podstate variácia plameňového striekania (Low Velocity Oxygen Fuel - LVOF) s použitím prídavného materiálu vo forme prášku, v ktorom je na usmernenie toku plynu použitý špeciálne upravený horák. Všeobecne systém HVOF (High Velocity Oxygen Fuel) charakterizuje nižšia tepelná energia, ale zvýšená kinetická energia v dôsledku nadzvukovej rýchlosti spalín a teda vysokej rýchlosti dopadajúcich striekaných čiastočiek, obr. 45.

Teplota plameňa (5500°K) predurčuje túto technológiu k nástreku kovov a ich zliatin s nízkou a strednou teplotou tavenia. Typickými materiálmi pre HVOF nástrek sú cermety, najčastejšie na báze karbidov volfrámu, chromú a titánu. Typickými aplikáciami sú povlaky odolné proti opotrebeniu a korózií v rôznych prostrediach, obr. 46.
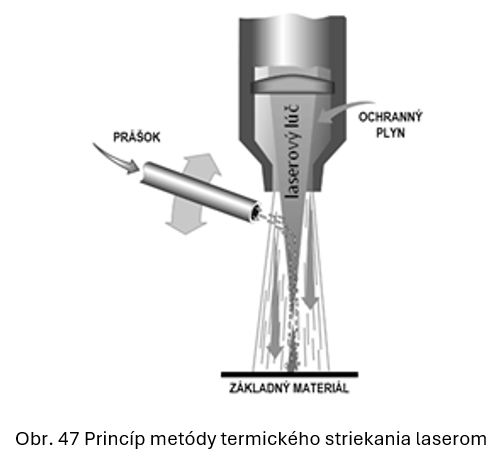
Termické striekanie laserom
Proces striekania laserom, obr. 47, charakterizuje vháňanie prášku do laserového lúča pomocou vhodnej dýzy na prášok. Radiácia laserového lúča taví prášok. Striekané častice prenáša na základný materiál nosný plyn a gravitácia. Nanesená vrstva sa môže chrániť vrstvou plynu.
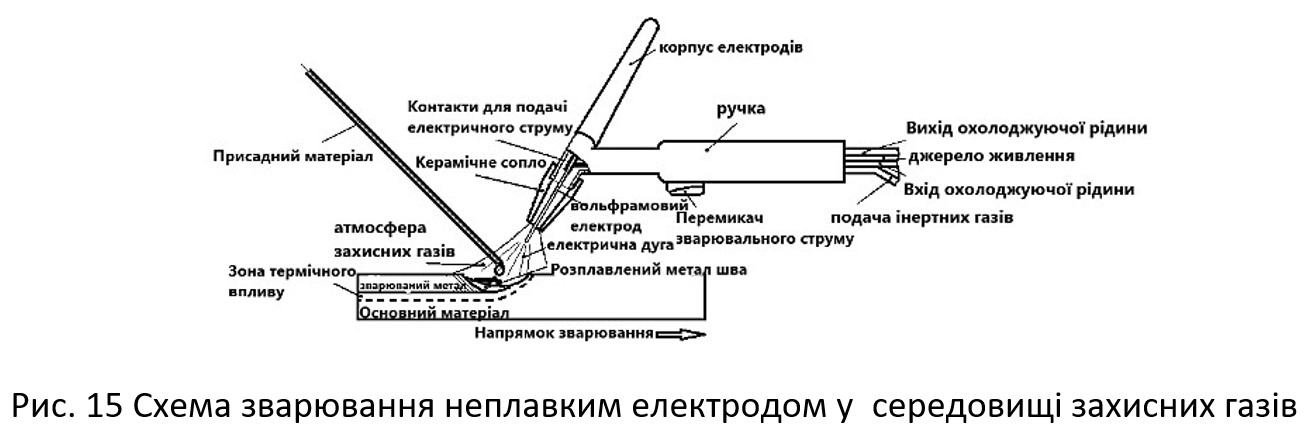
Зварювання неплавким електродом в середовищі захисних газів
Зварювання неплавким електродом в середовищі захисного газу або технологія, що позначається абревіатурами (TIG - Tungsten Inert Gas), (WIG - Wolfram inert gas) або (GTAW - Gas Tungsten Arc Welding) і на кресленнях відповідно до STN EN ISO 4063 як метод 141 є технологією зварювання плавленням. Під час зварювання електрична дуга горить між вольфрамовим (вугільним) електродом і зварюваним матеріалом у захисній атмосфері інертних газів (рис. 15). Інертні гази захищають розплавлений метал шва від впливу навколишньої атмосфери.
Електрична дуга для зварювання складається з двох частин. Внутрішня область, представлена плазмою, в якій відбувається іонізація газу, і зовнішня область, т.зв. рекомбінація, в якій відбувається нейтралізація позитивних іонів.
Основними параметрами зварювання є: зварювальний струм, швидкість зварювання та напруга електричної дуги. На якість зварних з'єднань впливають полярність струму, діаметр і геометрія торця неплавкого електроду, виліт електроду з сопла, використовуваний захисний газ і його чистота, а також кваліфікація зварювальника, якщо це не автоматизований метод зварювання. Технологія зварювання неплавким електродом допускає зварювання на постійному або змінному струмі. При використанні постійного струму, якщо електрод є катодом, з'єднаним з (-) полюсом, зварювальна дуга утворюється потоком електронів, що переміщуються від катоду в бік зварюваного матеріалу, і потоком частинок іонізованого газу (+), що рухаються у бік катоду. Це зварювання називається зварюванням на прямій полярності. При цьому зварюванні 1/3 тепла припадає на електрод, а 2/3 - на зварювальний матеріал, завдяки чому виконується глибоке проплавлення, яке застосовують для зварювання високолегованих сталей /аустенітних/, міді, нікелю та їх сплавів.
Інертний газ, що використовується, виконує захисну функцію і значно впливає на іонізацію. Якщо електрод є анодом, при підключенні до (+) полярності, електрони переміщуються до електроду, а позитивно заряджені іони переміщуються до зварюваного матеріалу. Це зварювання на зворотній полярності. Недоліком такого підключення є те, що 2/3 тепла виділяється на електроді, а 1/3 на зварюваному матеріалі, що викликає нестабільність електричної дуги. Використовуваний інертний газ виконує захисну функцію, а також очищає позитивно заряджені іони. Такий спосіб підключення має обмежене застосування.
Зварювання на змінному струмі застосовують при зварюванні алюмінію та його сплавів. Використовується так звана очисна дія захисних газів. Зміна полярності зварювального електроду при подачі змінного струму призводить до очищення поверхні від важкоплавких оксидів (наприклад, Al2O3) за рахунок руху позитивно заряджених іонів. Зварювальна дуга стабілізується керуючим дуговим розрядом або генератором високої частоти.
В даний час на практиці перспективним є зварювання постійним пульсуючим зварювальним струмом. За рахунок впливу імпульсів прямої полярності зварювального струму матеріал розплавляється, а під час дії основного струму кристалізується зварний шов. Цей оперативний спосіб зварювання дозволяє отримувати високоякісні зварні шви тонких сталевих листів і фольги, а також кольорових металів і їх сплавів.
Під час TIG зварювання електрична дуга запалюється коротким замиканням, при контакті вольфрамового електроду до поверхні мідної вставки при зварювальних струмах до 10 А, а потім піднімаючи електрод на кілька мм. Потім дуга переноситься від місця початкового запалювання до місця зварювання. Виконувати коротке замикання на основному матеріалі не рекомендується через вплив вольфраму з неплавкого електроду на зварювальну ванну. Частіше використовуваним способом запалювання зварювальної дуги є так зване безконтактне, без короткого замикання,(високочастотне) запалювання дуги за допомогою іонізатора напругою до 1000 В. Іонізаційні властивості використовуваних захисних газів сприяють стабільному горінню електричної дуги.
Швидкість зварювання при ручному зварюванні регулюється зварювальником. При автоматизованих методах зварювання застосовуються швидкості зварювання в залежності від товщини матеріалів, що зварюються, в межах 200-400 мм.хв-1. За прямої полярності можна використовувати вищі швидкості зварювання, ніж при зварюванні на змінному струмі і постійному імпульсному струмі завдяки вищій стабільності зварювальної дуги. Швидкість зварювання також залежить від просторового положення зварювання.
Довжина зварювальної дуги може змінюватися від 3 до 12 мм. Зі збільшенням довжини зварювальної дуги розширюється зона термічного впливу шва і знижується ефективність захисного газу. Коротка зварювальна дуга (3-6 мм) використовується при зварюванні матеріалів з низькою теплопровідністю, наприклад, високолегованих сталей, Ni, Ti та їх сплавів. Дуга (6 - 10 мм) застосовується для зварювання матеріалів з високою теплопровідністю, таких як Cu, Al та їх сплавів. Для зварювання міді та її сплавів застосовують довжину дуги більше 10 мм.
Захисний газ повинен забезпечувати ефективний захист зварювальної ванни від негативного впливу навколишньої атмосфери. Ефективність захисту зварного шва залежить від типу і чистоти інертного газу, швидкості потоку газу з керамічного сопла пальника. При цьому створюються сприятливі умови для запалювання дуги та її стабільного горіння протягом усього процесу зварювання. Такі фактори впливають на теплову потужність TIG дуги, форму, розміри, цілісність і продуктивність зварювання.
Відповідно до стандарту STN EN ISO 14175 захисні гази, що використовуються при TIG зварюванні, поділяються на три основні групи:
- інертні гази (аргон, гелій, суміші аргон + гелій), які використовуються як основний газовий захист при зварюванні. Сюди входять гази: найбільш використовуваним інертним газом є аргон, який не утворює хімічних сполук з жодним елементом і є теплопровідним. Забезпечує якісне запалювання зварювальної дуги. Він має високу стабільність, і стовп дуги досягає високої температури;
- гелій має значно вищу теплопровідність, ніж аргон. Однак тепловіддача дуги, що горить в гелії, дуже висока, і він використовується для зварювання теплопровідних матеріалів більшої товщини. При TIG зварюванні найчастіше використовуються суміші Ar - He 70/30 (70% Ar, 30% He), Ar - He 50/50 і Ar - He 30/70 (30%Ar, 70%He). Зі збільшенням вмісту гелію в сумішах Ar + He збільшується напруга на дузі і тепловіддача TIG дуги, що позитивно впливає на форму і розміри зварного шва;
- відновлювальні гази забезпечують додатковий захист навколишніх ділянок біля шва, які були нагріті до більш високої температури і якщо первинний газовий захист не є ефективним. Використовуються також суміші аргону і водню або азоту і водню;
- неактивні гази, в основному, використовуються, як вторинний захист для матеріалів, схильних до окислення та газифікації при підвищених температурах, наприклад, при зварюванні нікелю та їх сплавів. Найчастіше використовується для захисту нагрітого матеріалу з боку кореня, захисту зварного шва при його охолодженні та ін. Для цього найбільш використовуваним газом є азот.
Обладнання для зварювання неплавким електродом на постійному струмі складається із зварювального джерела, що представляє собою випрямляч, балона з інертним газом, що знаходиться під тиском, редукційних клапанів, блоку запалювання, регулювання захисних газів і циклу охолодження, блоку з високочастотним іонізатором, блоку охолодження, зварювальних кабелів із затискачем заземлення і пальника.
Обладнання для зварювання на змінному струмі складається з джерела зварювання, яким є трансформатор, балона з інертним газом, редукційних клапанів, блоку управління, стабілізатора дуги для зміни полярності, батареї конденсаторів для підвищення ефекту очищення, блоку запалювання з високочастотним іонізатором, блоку охолодження, зварювальних кабелів з затискачем заземлення та пальником.
Зварювальний пальник використовується для подачі зварювального струму на неплавкий електрод, а також подачі захисних газів до місця зварювання. Його розміри залежать від використовуваного зварювального струму і охолоджувального середовища. Найважливішими частинами зварювального пальника є зварювальне сопло (насадка), неплавкий електрод і перемикач зварювального струму.
Сопло пальника служить для ламінарної, а не турбулентної подачі захисних газів до місця зварювання. Сопла зазнають термічного навантаження під час зварювання, тому виготовлені з кераміки. Вони змінні, їх форма і геометрія вибираються в залежності від товщини зварюваних матеріалів, діаметру неплавкого електроду і параметрів зварювання. Внутрішній діаметр насадок знаходиться в діапазоні від 8 до 25 мм.-1.
Неплавкі електроди виготовляють із тугоплавких матеріалів. Для TIG-зварювання використовують кілька типів електродів, визначених у стандарті STN EN ISO 6848.
- вольфрамові неплавкі електроди /придатні для зварювання на постійному і змінному струмі/;
- вольфрам-торієві електроди володіють тривалішим терміном експлуатації і можуть бути більш навантажені струмом, ніж чисті вольфрамові електроди;
- вольфрамово-цирконієві електроди мають триваліший термін експлуатації і можуть використовуватися для більших струмів. Коштують вони досить дорого;
Через високі термічні напруження зварювальні електроди необхідно охолоджувати захисним газом навіть після згасання електричної дуги. В залежності від типу з'єднання використовується виліт електроду з сопла в діапазоні від 1,5 до 3 діаметрів електрода. Для підтримки стабільної зварювальної дуги торець неплавкого електроду загострюють на конус з кутом при вершині від 30 до 120º.
Для підтримування стабільної зварювальної дуги, зварювальний пальник необхідно охолоджувати повітрям або водою.
Присадні матеріали для зварювання
Присадні матеріали для TIG зварювання представлені у вигляді:
- зварювальних прутків, які використовуються при ручному зварюванні. Діаметр зварювальних прутків f 1 - 8 мм, довжина - 600 - 1000 мм. Для зварювання використовують також трубчасті прутки;
- зварювальні дроти, які використовуються при механізованому і автоматизовано зварюванні. Зварювальний дріт має діаметр від 0,8 до 2,4 мм для зварювання та максимальний f 5 мм для наплавлення.
Присадні матеріали при TIG зварюванні виконують кілька функцій. Їх завдання - поповнити об'єм зварювальної ванни і створити зварний шов необхідної форми і поперечного перерізу, забезпечити легування зварного металу добавками або компенсувати втрати від вигоряння елементів у зварювальній дузі і тим самим покращити його цілісність та експлуатаційні властивості (наприклад, стійкість до утворення тріщин і порожнин), для розкислення зварювальної ванни, покращення формування зварного шва тощо.
Форма та розміри зварювальних поверхонь, в залежності від товщини зварних швів, встановлені стандартом STN EN ISO 9692-1. При ручному дуговому TIG зварюванні, як і при газовому зварюванні, використовується лівостороннє і правостороннє зварювання.
Зварювання неплавким електродом застосовується для зварювання тонких сталевих листів, листів Al і його сплавів, де при зварюванні застосовується очисний ефект змінного струму. Можливе зварювання з використанням додаткових матеріалів або без них, що підходить для ремонту та відновлення деталей машин.
Žiarové pokovovanie v roztavených kovoch ponorom
Pokovovanie ponorom v roztavených kovoch - žiarové pokovovanie v porovnaní s galvanickým pokovovaním je podstatne rýchlejší a ekonomickejší spôsob pokovovania. Povlaky vytvorené na povrchu základného kovu majú väčšiu hrúbku, sú prakticky nepórovité, ale vzhľadové vlastnosti sú však horšie. Ponorové procesy pokovovania sú značne rozšírené pre svoje výhody a to hlavne jednoduchosť výrobných postupov, lacné a rýchle získanie vyhovujúcich kovových povlakov (v porovnaní napr. s galvanickým zinkovaním až 12 - krát kratšia doba pokovovania), jednoduchosť zariadení a mechanické vlastnosti základného materiálu sa nemenia. Žiarové pokovovanie ponorom je obmedzené na aplikáciu kovov, ktoré majú nízky bod tavenia, to je zinok, cín, olovo a v poslednej dobe hliník. Používa sa na kontinuálnu tvorbu povlakov na oceľových plechoch a pásoch, drôtoch, ale aj pri pokovovaní jednotlivých a tiež značne členitých výrobkoch. Určitou nevýhodou ponorových technológii je značná rozpustnosť železa v tavenine, čo spôsobuje úbytok na váhe pokovovaného materiálu a obohacovanie taveniny železom. To má za následok vytváranie hrubých zliatinových vrstiev povlaku hlavne pri vysokých teplotách a zhoršenie mechanických a antikoróznych vlastností.
Princípom žiarového pokovovania je ponor oceli do roztaveného pokovujúceho kovu, ktorý na základnom materiáli vytvára rad zliatinových vrstiev - fáz ako podklad pre hornú vrstvu ochranného kovu. Difúzne medzivrstvy sú dôležité z hľadiska priľnavosti vrstiev a majú byť čo najtenšie, pretože sú tvrdé, krehké a zhoršujú mechanické vlastnosti. Hrúbka medzivrstvy sa ovplyvňuje spomaľovaním difúzie legovaním pokovovacieho kúpeľa.
Žiarové zinkovanie
Zinkovanie je pre značnú odolnosť zinku proti pôsobeniu rôznych druhov atmosfér najdôležitejší a najrozšírenejší spôsob povrchovej ochrany ocele. Životnosť zinkových povlakov v atmosférických podmienkach je až 60 rokov a môže sa zvýšiť ešte nátermi. Zinok je dobre zlievateľný, teplota tavenia je 420°C. Zinok a jeho zliatiny sa na vzduchu pokrývajú vrstvou sivo sfarbenéhozásaditého uhličitanu 4 Zn(OH)2.CO2, ktorý sa veľmi málo rozpúšťa vo vode a je dobrou ochranou pred oxidáciou. Je stály v morskej vode, niektoré organické látky (benzín, olej, alkohol) zinok nerozrušujú. Zinok rozrušujú destilovaná voda, vodná para, kyseliny a zásady. Ľahko sa rozrušuje elektrochemickou koróziou za vlhká v styku s inými kovmi – anodické rozpúšťanie.
Hrúbky zinkových povlakov udávané v g.m-2 sa volia podľa požiadaviek na povlak a agresivity prostredia:
100 g.m-2 Zn - sucha vnútorná atmosféra,
300 g.m-2 Zn - vonkajšia atmosféra, povlak chránený náterom,
600 g.m-2 Zn - vonkajšia atmosféra, povlak nechránený,
1000 g.m-2 Zn - povlak v tečúcej vode.
Predpokladom pre vznik reakcie medzi oceľou a roztaveným zinkom je metalický čistý povrch, zbavený oxidov.
Technologický postup je nasledovný:
- odmasťovanie,
- morenie,
- oplachovanie,
- odstraňovanie zvyškov nečistôt v tavidle,
- ponor do kúpeľa roztaveného zinku,
- dokončovacie operácie.
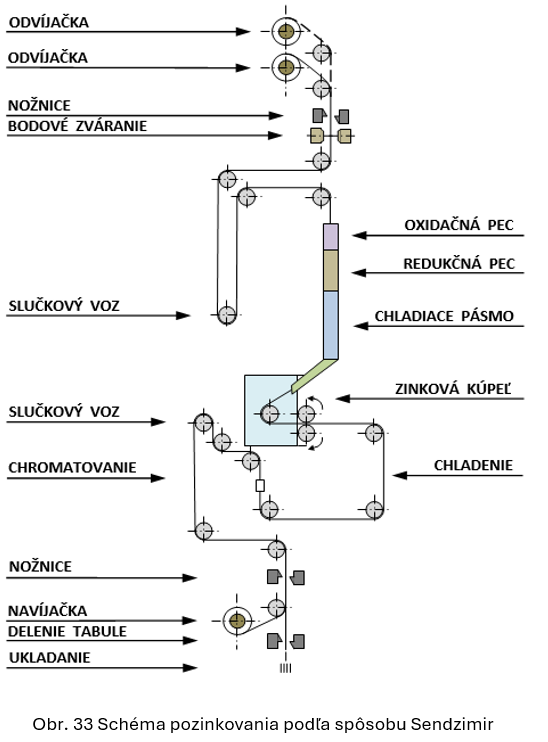
Vzhľad zinkových povlakov je ovplyvnený niektorými chybami povrchu. Najznámejšia je "biela hrdza", ktorá napadá všetky povlaky pri skladovaní vo vlhkom prostredí, najmä ak obsahuje chloridy alebo pary kyselín. Tomu je možné predísť pasiváciou. K najmodernejším a efektívnym spôsobom žiarového zinkovania patrí spôsob podľa Sendzimira, obr. 33, ktorý pre kontinuálne pozinkovanie pásov za studena valcovaných používa osobitný spôsob aktivácie povrchu.
Žiarové pozinkovanie sa používa najmä u plechov, pásov, rúr a drôtov, drobných inštalačných predmetov, skrutiek, matíc atď. Žiarovo pozinkované plechy sa dajú dobre strihať a ohýbať bez porušenia vrstvy, pre hlboké ťahanie nie sú vhodné. Majú široké uplatnenie napr. pri výrobe vzduchotechnických a klimatizačných zariadení.
Žiarové cínovanie
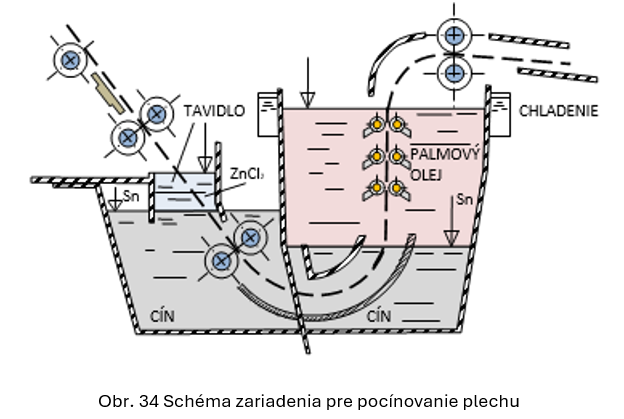
Povrchová úprava cínovaním je vhodná hlavne pre obalové materiály v potravinárskom priemysle. V súčasnej dobe, pre nedostatok cínu na svetovom trhu, táto technológia nanášania je nahradzovaná galvanickým pocínovaním, u ktorého spôsobu spotreba cínu je 3 - 6 krát menšia. Pracuje sa súčasne na nových metódach nanášania cínu, a to hlavne s prihliadnutím k jeho úspore. Pri povrchovej protikoróznej ochrane je hrúbka povlakov minimálne 23 - 37 g.m-2 obojstranne, t.j. 0,0015 - 0,0025 mm. Pretože je cínový povlak katodickým povlakom, musí byť bez pórov. Za určitých podmienok môže mať anodický charakter, t.j. ušľachtilejšie je železo ako cín a rozpúšťa sa cín, napr. v prítomnosti organických kyselín, ktoré tvoria s cínom komplexné anióny - kyselina citrónová. Využiť to z hľadiska protikoróznej ochrany je nebezpečné, lebo sa rozkladom potravín môže tvoriť vodík a korózia. V cínovom povlaku prítomnosť fázy FeSn2 býva príčinou pórovitosti povlaku. Táto fáza je veľmi tenká - 0,8 % celkovej hrúbky povlaku, takže nemá vplyv na jeho mechanické vlastnosti. Vlastné ponorové cínovanie spočíva v ponorení mokrého plechu s kovovo čistým povrchom cez tavidlo do roztaveného kúpeľa cínu a výstupe plechu z ponorovacej vane cez vrstvu palmového oleja, obr. 34.
Z hľadiska použitia plechov v potravinárskom priemysle je veľmi dôležitá otázka ich koróznej odolnosti. Pre pocínovanie sa používa rafinovaný cín najvyššej čistoty, bez prítomnosti škodlivých prímesí. Pre dokonalú ochranu povrchu sa vyžaduje povlak bez pórov. Ochranu cínových plechov v prostrediach, ktoré pôsobia zvlášť agresívne na cín (ovocné šťavy, kyselina citrónová, vodné prostredie NaCl, organické a anorganické zlúčeniny síry a pod.) je možné zvýšiť ich nalakovaním.
Žiarové olovenie
Ochrana olovením sa osvedčuje pre špeciálne veľmi agresívne prostredie, kde oceľ prichádza do styku napr. s kyselinami a ich výparmi. Hodí sa tiež pre ochranu povrchov proti atmosférickej korózii, pretože na povrchu povlaku sa rýchle vytvára vrstva oxidu olovnatého a zásaditých uhličitanov, ktoré dobre odolávajú pôsobeniu koróznych činidiel. Mechanické vlastnosti olova sú nepatrné, rekryštalizačná teplota je pod normálnou teplotou a už pri malých zaťaženiach intenzívne tečie. Na vzduchu vzniká na povrchu olova oxid a vo vlhkú zásaditý uhličitan olovnatý. Na vzduchu s obsahom sírnych zlúčenín sa vytvára vrstva sulfidu olovnatého. V destilovanej vode, ktorá obsahuje vzduch alebo vo vode s obsahom oxidu uhličitého sa olovo pomerne ľahko porušuje. Nerozpustné je olovo v kyseline sírovej, dusičnej, fluorovodíku ale menej odoláva kyseline fosforečnej, chlorovodíku a morskej vode. Pri olovení z čistého oloveného kúpeľa olovo na povrchu ocelí nevytvorí súvislý povlak, ale zhlukuje sa do kvapôčok; povlak je silne pórovitý. Táto vlastnosť vyplýva z nerozpustnosti olova v železe. Z toho vyplýva, že sa nevytvárajú intermetalické zlúčeniny, priľnavosť povlakov je čisto mechanického charakteru. Pórovitosť povlakov znižuje jeho koróznu odolnosť. Aby sa tieto nepriaznivé vlastnosti odstránili, používajú sa kúpele legované rôznymi kovmi, ktoré vytvárajú so železom intermetalické zlúčeniny. Sú to predovšetkým cín, antimón, arzén, tiež ortuť, fosfor, hliník, bizmut, zinok a kadmium. Najrozšírenejší spôsob legovania je legovanie cínom o obsahu 12 - 15 % (50 %). Pri legovaní antimónom 2 - 6 % zlepšujú sa mechanické vlastnosti povlakov. Zariadenia, ktoré sa používajú k ponorovému pooloveniu, sú rovnaké ako pre zinkovanie a cínovanie.
Žiarové hliníkovanie
Pre mimoriadne dobré korozivzdorné vlastnosti hliníka a vzhľadom na to, že hliníkové povlaky nie je možné vytvoriť elektrolytickou cestou, ponorový spôsob, zvlášť pri kontinuálnom pohliníkovaní, má najväčší význam. Mechanické vlastnosti hliníka v porovnaní s inými technickými kovmi sú nízke ale vyššie ako olova, cínu a zinku. Teplota tavenia hliníka je 660,1°C. Na vzduchu je stály vďaka kompaktnej súvislej dobre priľnutej tenkej (0,1 m) vrstvy oxidu hlinitého. Hliník dobre odoláva morskej vode, roztokom solí koncentrovanej kyseline dusičnej, čiastočne sa rozpúšťa v kyseline sírovej. Neodoláva silným zásadám. Zvlášť mimoriadnu pozornosť vyžaduje príprava povrchu pred pohliníkovaním. Už nepatrné nečistoty zabraňujú vzniku pohliníkovaných miest. Podobne aj tenká, voľným okom neviditeľná vrstva okovín, ktorá vznikla pri styku kovovo čistého oceľového povrchu s kyslíkom, zabraňuje reakciám medzi tekutým hliníkom a oceľou. Tiež vznikajúci oxid hlinitý na povrchu kúpeľa bráni dokonalému pohliníkovaniu. Dokonalé pohliníkovanie sa dosiahne odstránením oxidov z povrchu kúpeľa v mieste ponoru ocele alebo chemickými pochodmi. Najpoužívanejší spôsob je použitie tavidiel, ktoré premenia ťažko taviteľné oxidy na zlúčeniny, ktoré majú také chemické vlastnosti, že sa ľahko odstraňujú z povrchu ocele aj hliníka. Používajú sa tavidlá vo forme vodného roztoku boraxu a chloridu amónneho alebo roztavených solí.
Difúzne pokovovanie
Spoločným znakom tepelných povrchových úprav (žiarové pokovovanie ponorom, plátovanie, tepelne spracované galvanické a metalizované povlaky a povlaky vytvorené vlastnou difúziou) je difúzny proces medzi povlakom a základným materiálom.
Difúzne procesy podľa spôsobu nanášania resp. skupenstva, v ktorom difúzia prebieha, sa rozdeľujú na:
- difúziu v tuhých fázach
- plátovanie,
- tepelne spracované metalizované povlaky,
- povlaky z práškov.
- difúziu z tekutej fázy do fázy tuhej
- povlaky získané žiarovým ponorom,
- natavované galvanické povlaky,
- alumetované povlaky.
- difúziu z plynnej fázy do tuhej
- povlaky vznikajúce odparovaním,
- katodickým rozprášením vo vákuu.
Povlaky, vytvorené difúznym pokovovaním, vytvárajú nehomogénny kovový povlak, ktorý sa vyznačuje zvýšenou koncentráciou difundujúceho kovu v povrchových vrstvách základného materiálu.
Konverzné povlaky
Konverzné povlaky vznikajú reakciou kovového povrchu s prostredím, v ktorom sa kov počas povrchovej úpravy nachádza. Upravovaný kov sa teda zúčastňuje chemickej reakcie, a z toho vyplýva aj zloženie príslušného konverzného povlaku. Takýto povlak obsahuje aj chemické zlúčeniny, ktoré vznikli z upravovaného kovu a jednej alebo viacerých zložiek použitého kúpeľa. Konverzné povlaky sa vyznačujú pomerme veľkým elektrickým odporom, čo sa využíva najmä v protikoróznej ochrane kovových povrchov. Konverzné povlaky sa ďalej vyznačujú vysokou priľnavosťou k základnému kovu a nerozpustnosťou vo vode a iných rozpúšťadlách.
Fosfátovanie
Fosfátovanie je chemický proces, pri ktorom ponorením alebo postrekom vzniká z roztokov kyseliny fosforečnej alebo fosforečnanov kovov na kovovom povrchu tenká, jemne kryštalická vrstva nerozpustných fosforečnanov kovov. Pretože vrstvy sú značne pórovité, a teda nasiakavé, plnia rad funkcií:
- vytvárajú protikoróznu ochranu kovových súčiastok,
- zlepšujú priľnavosť náterovej látky k povrchu kovu a zabraňujú podhrdzaveniu náteru,
- zmenšujú trecie sily,
- zlepšujú priľnavosť mazadla,
- slúžia ako elektroizolačná vrstva.
Fosfátovacie roztoky sú v podstate dihydrogénfosforečnany, obr. 1:
- zinočnaté
- mangánaté
- vápenato-zinočnaté
- železnaté
- vápenaté
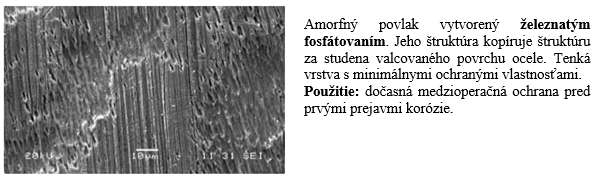
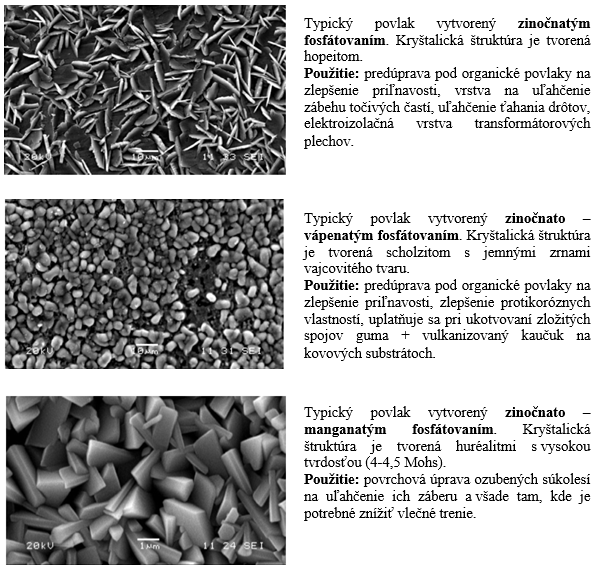
Fosfátovací prípravok na báze fosforečnanu zinočnatého obsahuje ako základnú látku voľnú kyselinu fosforečnú H3PO4 a dihydrogénfosforečnan zinočnatý Zn(H2PO4), ktorý je v rovnováhe s hydrogénfosforečnanom a fosforečnanom, ako aj s kyselinou fosforečnou. Vytvorenie kvalitného fosfátového povlaku vyžaduje zabezpečenie čistého kovového povrchu dokonalým odmastením, odstránením korózych produktov, okovín a iných nečistôt z upravovaného povrchu. Fosfátovacie prostriedky sa aplikujú buď ponorovým procesom alebo postrekom. Kvalita fosfátových povlakov sa vyjadruje ako plošná hmotnosť povlaku (g.m-2). Povlaky s malou plošnou hmotnosťou (0,3 až 6 g.m-2) sa používajú na úpravu povrchu pod nátery a povlaky s veľkou plošnou hmotnosťou (6 až 30 g.m-2) majú veľmi dobrú odolnosť proti korózii.
Chromátovanie
Chromátové vrstvy sa vytvárajú oxidačno - redukčnými procesmi na povrchu neželezných kovov, najmä zinku, kadmia, hliníka, horčíka, medi, mosadze, cínu, striebra z roztokov zlúčenín šesťmocného chrómu. Vrstva je amorfná a obsahuje komplexy trojmocného a šesťmocného chrómu. Chromátovanie sa používa ako ochranná a dekoratívna úprava, alebo sa ním vytvára medzivrstva pod nanášané nátery.
Chromátovú vrstvu predstavuje zložitá sústava chromátov chrómu a chrómanu zinočnatého. Uvedené reakcie sú sprevádzané zvyšovaním pH roztoku v blízkosti povrchu zinku, čo spôsobuje vznik ťažko rozpustných hydroxidov zinku, trojmocného chrómu a ich solí. Tieto zlúčeniny zapĺňajú póry chromátovej vrstvy, v dôsledku čoho vzniká na povrchu zinku bariérová vrstva, ktorá chráni povrch zinku pred koróziou. Na kvalitu chromátovej vrstvy má okrem zloženia roztoku a pracovných podmienok chromátovania vplyv tiež teplota sušenia chromátovej vrstvy, ktorá nesmie prekročiť 60 až 70°C. Zatiaľ čo predtým sa používali chromátovacie roztoky s relatívne vysokou koncentráciou CrCO3 alebo chrómanov - 100 g.l-1, dnes sa používajú prípravky, ktoré majú nízke koncentrácie Cr03 1 až 10 g.l-1. Chromátovanie sa realizuje pri teplote okolia, čas sa pohybuje od 1 do 5 min. Väčšina v súčasnosti používaných chromátovacích roztokov na báze chrómu je zložená zo zmesi Cr3+ a Cr6+, kyseliny dusičnej, niektorých inhibítorov korózie a tiež prísad, ktoré zlepšujú štruktúru chromátových vrstiev. Farba chromátovej vrstvy závisí od chemického zloženia roztoku a môže sa meniť od svetlomodrej cez olivovú až po čiernu. Farebné chromátové vrstvy (zložené predovšetkým zo zmesi solí a hydroxidov Cr3+ a Cr6+) majú oveľa lepšie ochranné vlastnosti ako bezfarebné alebo svetlomodré chromátové vrstvy, ktorých základom sú hydroxidy Cr3+ a zinku. Z environmentálneho hľadiska sú najprijateľnejšie chromátovacie roztoky, ktoré obsahujú chróm len vo forme Cr3+. V poslednom období sa začínajú používať kombinované ochranné vrstvy - chromát a polymér (acetáty, mikromnožstvá polyoxietylénalkylfenolov a organosilikátov).
Eloxované povlaky
Medzi najvýznamnejšie povrchové úpravy hliníka a jeho zliatin patrí anodická oxidácia (eloxovanie). Eloxované povlaky vynikajú vysokou koróznou odolnosťou, značnou tvrdosťou a oteruvzdomosťou. Sú veľmi dobrými elektrickými izolátormi. Eloxované povlaky hliníka a jeho zliatin sa využívajú v architektúre, v automobilovom priemysle, v doprave, v elektrotechnike, ale aj na výrobky dennej potreby.
Pri anodickej oxidácii sa vytvára na povrchu hliníka vo vhodných kúpeľoch povlak oxidu hlinitého pôsobením jednosmerného alebo striedavého prúdu. Upravovaný predmet je upevnený na závesoch ako anódy, katódy tvorí hliník, olovo, titán alebo nehrdzavejúca oceľ. Zjednodušene možno reakčný mechanizmus tvorby anodického povlaku v kúpeli s kyselinou sírovou opísať týmito reakciami:
Anóda: 2 Al + 3 SO42- + 3 H2O - 6 e- → Al2O3 + 3 H2SO4
Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O
Katóda: 2 H3O+ + 2 e- → H2 + 2 H2O
Reakcia Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O je nežiaduca, pretože rozpúšťa vytvorený oxid hlinitý a zároveň viaže voľnú kyselinu sírovú, čím sa znižuje vodivosť oxidačného kúpeľa. Spätné rozpúšťanie vytvoreného povlaku prebieha tým rýchlejšie, čím je vyššia teplota a koncentrácia kyseliny v elektrolyte. Dobré chladenie a miešanie kúpeľa významne potláča rozpúšťanie vytvoreného povlaku. Pri bežnej anodickej oxidácii v kyseline sírovej a pri použití jednosmerného prúdu je zvyčajná anódová prúdová hustota jA = 1 až 1,5 A.dm-2, teplota 18 až 20°C a počas 40 až 60 min sa dosiahne hrúbka povlakov 10 až 20 μm. Tvrdé anodické povlaky vznikajú v chladených a intenzívne miešaných kúpeľoch. Pracovná teplota je -5 až +5°C, anódová prúdová hustota jA = 2,5 až 5 A.dm-2. Ich hrúbka býva 30 až 75 μm.
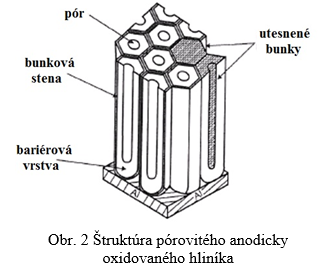
Okrem kyseliny sírovej sa používajú na anodickú oxidáciu aj iné kúpele, a to roztoky obsahujúce kyselinu šťaveľovú, fosforečnú, a roztoky, ktoré obsahujú oxid chrómový. Štruktúru anodicky oxidovanej vrstvy Al2O3 tvorí bezpórovitá veľmi tenká bariérová vrstva na rozhraní s kovom a vonkajšia podstatne hrubšia pórovitá časť povlaku. Často sa vychádza z predstavy o pravidelnej štruktúre vrstiev, ktoré pozostávajú z hexagonálnych buniek, ktorých stredom prechádzajú póry (obr. 2). Priemer pórov závisí od druhu použitého elektrolytu, hrúbka vrstvy od použitého napätia pri oxidácii. Oxidová vrstva hliníka, vytvorená anodickou oxidáciou, sa môže ďalej vyfarbovať jednou z troch metód, ktoré sa odlišujú charakterom vyfarbujúcej látky a jej polohou v oxidovom filme.
Adsorpčné vyfarbovanie, pri ktorom organické farbivá alebo anorganické pigmenty vstupujú do otvorov pórov v oxidovom povlaku a sú adsorbované v oblasti susediacej s povrchom oxidového povlaku.
Elektrolytické integrálne vyfarbovanie spočíva v tom, že povrch hliníka je súčasne eloxovaný i vyfarbovaný. Farebný efekt sa dosiahne v dôsledku špeciálnej mikroštruktúry Al2O3 a superpozíciou jemných častíc zabudovaných priamo vo vnútri oxidovej vrstvy.
Elektrolytické vyfarbovanie, pri ktorom sa najprv v prvom stupni vytvorí oxidový film. V druhom stupni sa koloidné čiastočky kovu ireverzibilne ukladajú na dne pórov oxidového filmu pôsobením striedavého prúdu na roztok soli príslušného kovu. Podobne ako pri integrálnych farebných povlakoch, farebnosť sa dosiahne rozptylom svetla na kovových čiastočkách. Tento spôsob vyfarbovania anodicky oxidovaného hliníka našiel svoje uplatnenie vo výrobe selektívnych vrstiev pre solárne kolektory.
Utesňovanie pórov
Anodickou oxidáciou vytvorená pórovitá vrstva na hliníku a jeho zliatinách má veľký špecifický povrch. Ak sa tieto póry nezaplnia (napr. vyfarbovaním) alebo neuzavrú, potom bude mať anodicky oxidovaný povlak menšiu koróznu odolnosť a vyššiu navlhavosť. Medzi používané spôsoby utesňovania eloxovaného hliníka patrí napr. utesňovanie horúcou destilovanou alebo deionizovanou vodou (hydro termálny spôsob), vodnou parou, organickými roztokmi, anorganickými pigmentami alebo studeným utesňovaním v roztokoch, ktoré obsahujú katióny Ni2+ a anióny F-. Novou metódou je uzatváranie pórov metódou sól-gél.








Mäsiarska 74
040 01 Košice - Old town
Slovak Republic
Contact
Department of Technology, Materials and Computer-Aided Technologies
Institute of Technology and Materials Engineering
Faculty of Mechanical Engineering
Technical University of Košice
Head of the department and director of the institute: prof. Ing. Emil Spišák, CSc.
phone: 055/602 3502
e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Secretariat: Ing. Eva Krupárová
phone: 055/602 3502
e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
https://www.facebook.com/KatPPT
