


-
Home

-
Study
-
Study programs
-
Bachelor's degree
-
Technologies, management and innovations in mechanical engineering
- Frontpage
Зварювання плавким електродом в атмосфері захисного газу
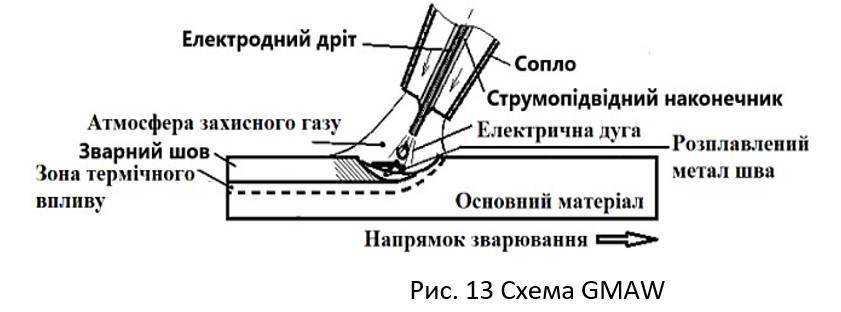
Зварювання плавким електродом в атмосфері захисного газу або технологія, що позначається абревіатурами (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), або (GMAW - газове дугове зварювання) і на кресленнях згідно з STN EN ISO 4063, як метод 131, або 135 та для порошкових дротів 136 I 138 є технологією зварювання плавленням. Електрична дуга горить між торцем плавкого неперервного електроду і основним матеріалом у захисній атмосфері інертного або активного газу. (Рис. 13).
В електричній дузі в першу чергу відбувається іонізація парів металу з основного і присадкового матеріалу і, у другу чергу, дисоціація та іонізація захисних газів.
Металургія MIG/MAG зварювання
Вид використовуваної захисної газової атмосфери істотно впливає на якість зварних з'єднань і металургійних процесів при зварюванні. Якщо в методі MIG в зоні зварювання є інертна атмосфера, яка не бере участі в металургійних (окисно- відновлювальних) процесах, а газ виконує виняткову функцію захисту металу шва від негативного впливу навколишньої атмосфери, то в MAG зварюванні газ бере активну участь у металургійних процесах зварювання. Активним газом, що використовується в методі MAG, є CO2, який має найсильніший окислювальний ефект. На практиці найчастіше використовуються змішані гази Ar+CO2 та Ar+O2 відповідно.
Вуглекислий газ дисоціює в області високих температур, при цьому передбачається наявність вільних атомів кисню. Ступінь дисоціації залежить від температури. Повна дисоціація відбувається при температурі 6500ºК. Газ, який контактує з краплями розплавленого металу, має нижчу температуру, тому відбувається лише часткова дисоціація. Вільний кисень реагує з краплями розплавленого металу, виділяючи тепло. У зоні дуги також є волога, яка викликає утворення водяної пари.
У рідкому металі процеси окислення в електричній дузі відбуваються інтенсивніше, ніж у розплавленому металі шва. Під час цих процесів елементи вигоряють відповідно до їх спорідненості з киснем. В залежності від спорідненості до кисню хімічні елементи в присадних матеріалах можна поділити на активні та стабільні. Активними (швидкореагуючими) є C, Zr, Ti, Al, V, Si, Mn. Стійкими (повільно реагуючими) є Cr, Fe, Mo, Ni, Cu.
Швидкість кристалізації наплавленого металу повинна дозволяти CO виходити з розплавленого зварюваного металу. До додаткових матеріалів додають розкислювачі Mn, Si та Al, що забезпечує дрібнозернисту структуру, особливо при зварюванні дрібнозернистих сталей. Під час зварювання MAG у чистому CO2 вигорає до 50% початкового вмісту таких елементів, як Zr, Ti, Al.
Параметри зварювання MIG/MAG
Зварювальний струм. - При зварюванні використовується постійний струм. Зі збільшенням струму збільшується глибина проплавлення, висота шва, ширина валика і коефіцієнт плавлення. Змінний струм використовується для зварювання Al і його сплавів, де застосовується очищаюча дія струму. Величина зварювального струму прямо пропорційна швидкості плавлення дроту.
Полярність Під час зварювання в захисній атмосфері MIG, MAG використовується зворотня полярність (+ полярність на зварювальному дроті). При зварюванні на прямій полярності (- полярність на зварювальному дроті) збільшується розбризкування і зменшується стабільність горіння електричної дуги.
Напруга дуги. - Зі збільшенням довжини дуги збільшується вплив навколишніх газів на стовп дуги та на анодну пляму, інтенсифікуються хімічні реакції та частота перенесення металу. Зі збільшенням напруги дуги кількість домішок у зварювальній ванні також збільшується, зменшується глибина проплавлення, валик стає ширшим, а коефіцієнт плавлення зменшується. Зниження напруги дуги викликає підвищення переходу зварного шва до основного матеріалу.
Швидкість зварювання - впливає на форму кратера у зварювальній ванні, напруження, деформації та ширину зварювального валика. При ручному зварюванні швидкість зварювання знаходиться в межах від 100 до 600 мм. хв-1, при автоматизованому способі до 1200 мм. хв-1.
Виліт зварювального дроту - це відстань дроту від його виходу з контактного наконечника до дуги. Різкі зміни розташування електродів під час зварювання негативно впливають на стабільність процесу зварювання. Великий виліт дроту негативно впливає на ефективність захисної газової атмосфери. Невеликий виліт дроту викликає перегрів і забруднення сопла пальника бризками металу шва.
Відстань сопла пальника (газового сопла) при зварюванні знаходиться в межах від 15 до 25 мм.
Кут нахилу, це кут між зварювальним пальником і напрямком руху сопла.
Кут відхилення це кут між площиною рухомого зварювального пальника з вертикальною площиною.
Захисний газ складається з багатоатомних молекул, які охолоджують дугу. У безпосередній близькості від нього відбувається дисоціація молекул на атоми, і для цього потрібна велика кількість тепла, яке забезпечується зварювальною дугою. Тип захисного газу впливає на форму та розміри зварного шва. Потік газу повинен бути ламінарним (не турбулентним), щоб не засмоктувати повітря в захисну атмосферу. Зі збільшенням швидкості потоку коефіцієнт плавлення зменшується. Захисні гази для зварювання класифікуються відповідно до STN EN ISO 14175.
Поверхня зварюваного матеріалу вимагає такої ж чистоти, як і при інших технологіях зварювання. Поверхні зварних швів підготовляють шляхом механічної обробки металу. Форма та розміри зварних поверхонь, в залежності від товщини зварних швів, встановлені стандартом STN EN ISO 9692-1.
При ручному зварюванні, як і при газовому зварюванні, використовується лівостороннє зварювання (кутом вперед), якщо кут нахилу пальника перевищує 90º, і правостороннє зварювання (кутом назад), якщо кут нахилу пальника менший 90º, що підходить для зварювання тонких листів короткою дугою в горизонтальному положенні (PA – STN EN ISO 6947). Для довгої дуги застосовуються обидва способи зварювання
За рахунок зміни зварювального струму і зварювальної напруги відбувається зміна зварювальної дуги , (рис. 14), а також перенесення розплавленого присадкового матеріалу. Перенесення металу залежить від зварювального струму, густини струму, напруги на дузі, роду зварювального струму, полярності, типу та діаметру електроду та виду захисного газу.
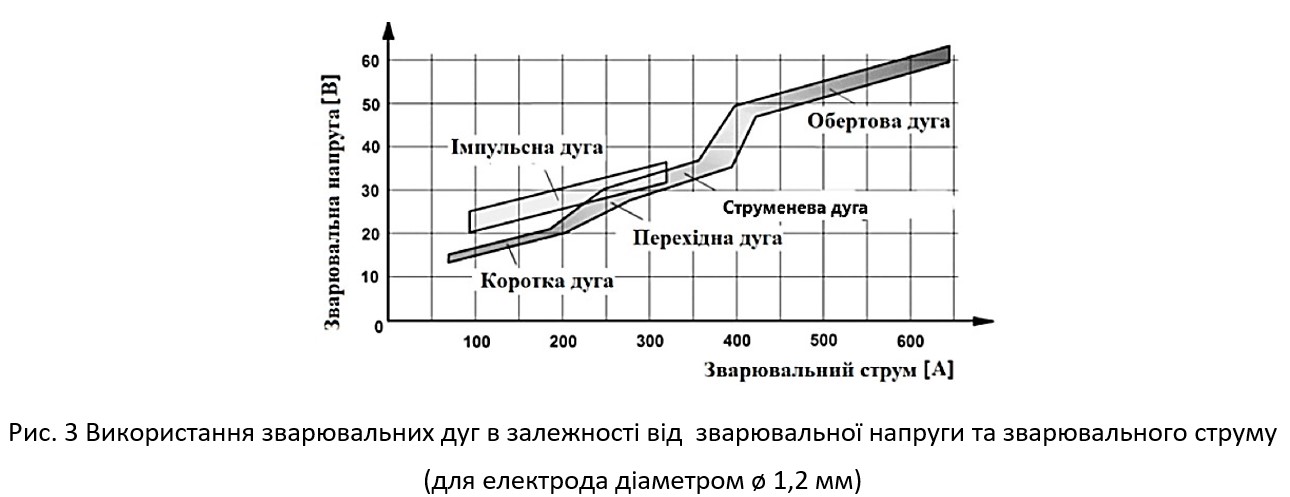
Тип зварювальної дуги залежить від типу використовуваного захисного газу, товщини зварюваного листа та положення зварного шва.
Перенесення металу при зварюванні на постійному струмі зі зворотною полярністю може бути:
- перенесення коротким замиканням - (так зване перенесення зануренням), або перенесення короткою дугою відбувається при зварювальній напрузі від 14 до 20 В і зварювальним струмом приблизно до 200 А. Використовується для зварювання тонких листів, у просторових положеннях і зварювання кореня шва. Перенесення матеріалу відбувається при короткому замиканні дуги довжиною приблизно 3 мм з невеликими бризками. Перенесення металевих крапель відбувається за пінч- ефектом;
- перенесення напівкоротким замиканням відбувається при зварювальній напрузі від 18 до 28 В. Більш висока тепловіддача дуги забезпечує більшу зварювальну ванну і краще формування зварного шва в порівнянні з перенесенням коротким замиканням;
- вільним перенесенням (так зване перенесення без короткого замикання) відбувається при зварювальній напрузі від 25 до 35 V з довжиною дуги приблизно 6 мм. V з довжиною дуги прибл. 6 мм.
- Розміри і частота крапель плавленого додаткового матреіалу залежать від величини зварювального струму, хімічного складу матеріалу, захисного газу і діаметра
- електрода. Перенесення у вільному польоті поділяють, залежно від щільності струму, на:
- краплинний перенос металу, що відбувається при густині струму, нижчій за граничну густину струму внаслідок дії сил гравітації. Використовується для зварювання листів алюмінію та його сплавів великої товщини в атмосфері інертного газу.
- комбінований краплинно-розбрискувальний перенос відбувається при граничних значеннях густини струму. Це найбільш часто використовуваний тип трансмісії при зварюванні сталевих листів.
- струменеве перенесення відбувається при високій густині струму за рахунок дії електромагнітних сил. Перенесення крапель металу невеликих розмірів відбувається з великою швидкістю. Воно підходить для зварювання більших товщин в захисній атмосфері суміші газів і Ar. Такий спосіб перенесення має обмежене застосування в захисній атмосфері CO2;
- передача імпульсом відбувається пульсуючим струмом. При змінному основному та імпульсному струмі. Розмір крапель залежить від частоти, яка знаходиться в діапазоні від 25 до 300 Гц. Перевагою його використання є висока стабільність горіння дуги, дрібне розбризкування. Воно придатне для зварювання тонких листів, зварювання в просторових положеннях і кореневих зварних швів. Використання імпульсної дуги в захисній атмосфері CO2 неможливе;
- перенесення металу по обертовій дузі (також відоме як T.I.M.E, відповідно САТ. відбувається при використанні великих зварювальних струмів (понад 450 А) і зварювальної напруги понад 48 В. Характеризується високою продуктивністю плавлення. Застосовується при зварюванні матеріалів великої товщини і зварюванні в захисній атмосфері суміші газів з гелієм.
Зварювальне обладнання для зварювання плавким електродом в атмосфері захисного газу складається з джерела зварювального струму, яким є випрямлячі та інвертори. З конструктивної точки зору вони можуть бути обертовими і необертовими. Для механізованих способів зварювання так звана статична характеристика зварювального обладнання.
До складу обладнаня також входять бухти електродного дроту, балони із захисним газом, що знаходиться під тиском, регулюючі клапани, механізм подачі електродного дроту, блок управління, що забезпечує робочий цикл, блок охолодження, що забезпечує охолодження зварювального пальника (газового, водяного), зварювальний пальник, зварювальні дроти, шланг для подачі газу та охолоджувального середовища пальника.
Присадкові матеріали для зварювання
Зварювальні дроти для зварювання в захисних атмосферах поставляються намотаними в бухтах від 1 до 19 кг. З точки зору обробки поверхні, необхідно, щоб зварювальний дріт не мав іржі, мастила і не був пошкоджений, що могло б викликати погіршення якості в процесі зварювання. Суцільні дроти постачаються діаметрами ø 0,6; 0,8; 1; 1.2; 1,4; 1,6; 1,8; 2,0; 2.2; 2,4 мм. При зварюванні в атмосфері захисних газів все ширше застосовуються порошкові дроти, що дозволяє підвищити продуктивність зварювання, поліпшити формування шва, а шар шлаку на поверхні шва уповільнює його охолодження. Додаткові матеріали для зварювання в захисній атмосфері стандартизовані відповідно до STN EN ISO 14341.
Технологія зварювання плавким електродом у захисних газових середовищах широко використовується в машинобудуванні. Це механізований спосіб зварювання, перевагою якого є безперервність процесу зварювання завдяки намотаним на котушки присадковим матеріалам, що забезпечує його автоматизацію та високу якість зварних швів. Дозволяє зварювати тонкий і товстий лист нелегованої, а також високолегованої сталі, в тому числі кольорових металів.
Зварюваність матеріалів
Зварюваність це здатність матеріалу утворювати зварні з'єднання за певних технологічних умов з потрібними властивостями.
Зварюваність, як правило, визначається шляхом порівняння властивостей зварного з’єднання з основним зварюваним матеріалом. Властивості, які є основними для оцінки цілісності, вважаються показниками зварюваності.
Для оцінки зварюваності використовують дві групи показників:
- Показники цілісності зварних з'єднань, , що характеризують стійкість зварних з'єднань до появи тріщин та інших недопустимих дефектів.
- Показники властивостей зварних з'єднань, , що характеризують зміни окремих властивостей металу в зоні зварного з'єднання в результаті зварювання.
Показники цілісності зварних з'єднань класифікують за чотирма основними видами тріщин:
Гарячі тріщини — це тріщини, які виникають під час охолодження зварних з’єднань при високих температурах. У сталях вони утворюються при температурі вище 650 °C. За сучасною класифікацією розрізняють три види гарячих тріщин у зварних з'єднаннях.
- Кристалізаційні тріщини виникають в металі шва під час його кристалізації.
- Лікваційні тріщини виникають у сильно нагрітій зоні термічного впливу основного матеріалу або у зварному шві у випадку багатошарового зварювання.
- Полігонізаційнітріщини, які також називаються тріщинами, що виникають через зниження пластичності, можуть виникати так само, як і лікваційні тріщини, у зоні термічного впливу основного матеріалу або наплавленого металу при нижчій температурі (~850 °C). Проте, полігонізаційні тріщини характерні лише для високолегованих аустенітних сталей і нікелевих сплавів. сплавів.
Холодні тріщини, тріщини, так звані тріщини, спричиненені воднем, у випадку якщо вони з'являються через певний час після закінчення зварювання, вони називаються уповільненими тріщинами - з'являються при температурах нижче 300 °C у ЗТВ (зоні термічного пливу) та в одно або багатопрохідних з'єднаннях високої міцності. Імовірність їх появи зростає за наявності мартенситних і бейнітних структур в металі шва або ЗТВ. Їх утворенню сприяє висока концентрація водню в основному матеріалі і ЗТВ, в який водень потрапляє з пакувального матеріалу електродів, флюсу, вологи навколишнього середовища, із забруднених захисних газів або з недостатньо очищеного електродного дроту і кромок швів. Значною мірою їх утворенню сприяє також жорсткість затискачів, яка після зварювання викликає напруження стискання у зварному з'єднанні.
Пластинчасті тріщини - це тип дефекту в зоні зварного з'єднання, який може виникнути, якщо в області ЗТВ під час зварювання виникають напруження в напрямку товщини листа. Ці тріщини зазвичай виникають на межах ЗТВ або в основному матеріалі. Тріщини мають каскадну (ступінчасту) форму, переважно паралельну поверхні листового металу. Вони можуть зароджуватися в області зварних з'єднань двома способами:
- екзогенно, , від дефекту іншого типу, наприклад від гарячої мікротріщини;,
- ендогенно, якщо вони виникають в результаті сильного напруження в напрямку осі руйнування.
Тріщини відпалу — це міжкристалічні тріщини в сильно нагрітій зоні ЗТВ (рідше в металі шва), які виникають і поширюються внаслідок відпалу зварних з'єднань для зменшення внутрішніх напружень. Існує два основних типи тріщин відпалу:
- низькотемпературні - (вони зустрічаються в діапазоні від 200°C до 300°C);
- високотемпературні - (виникають при температурах вище 300°С), їх причиною є вичерпування пластичності критичної зони термічного впливу при відпалі, точніше при релаксації залишкових напружень.
Окремим випадком високотемпературних тріщин є тріщини відпалу, які переважно виникають у крупнозернистій зоні термічного впливу, нагрітій під впливом сусіднього шва до температури трохи нижче Aс1. Вони орієнтовані під кутом від 45 до 90° до напрямку зварювання. Вони утворюються при зварюванні стрічковим аустенітним електродом.
У зварних з'єднаннях утворюються переважно поєднання різних видів тріщин, наприклад лікваційні + холодні, лікваційні + тріщини відпалу або холодні і пластинчасті. Показники цілісності зварних з'єднань необхідно перевіряти для окремих класів ковких сталей і виливок сталей.
Показниками механічних властивостей зварних з'єднань є:
- міцність зварного з'єднання;
- ударна в'язкість і температура її переходу в зоні термічного впливу;
- твердість зварного з'єднання.
Окрім показників механічних властивостей, існують також показники спеціальних властивостей зварних з'єднань:
- стійкість до крихкого руйнування;
- характеристики втоми;
- стійкість до корозії;
- стійкість до радіаційного опромінення;
- жаростійкі властивості тощо.
Зварні з'єднання повинні бути суцільними. Найнебезпечнішими дефектами є тріщини, які діють, як концентратори напружень завдяки ефекту надрізів і можуть поширюватися далі раптово (крихке руйнування) або поступово (чіпкий або втомний перелом). Зварюваність сталі дуже добра, якщо можна легко, без обмежень отримати зварні з'єднання необхідних властивостей. Навпаки, якщо ми повинні використовувати обмежувальні умови під час зварювання (попередній підігрів, обмеження питомої теплоємності тощо), ми говоримо, що матеріал володіє обмеженою зварюваність.
Зварюваність можна класифікувати на:
- металургійну – фізичні, хімічні, металургійні та металографічні зміни, спричинені термічним циклом зварювання. Вирішальний вплив на зварюваність має хімічний склад зварюваного матеріалу;
- технологічну – вплив конкретної технології зварювання та її параметрів (спосіб зварювання, додаткові матеріали, підведення тепла, порядок виконання зварних швів, тепловий режим зварювання, термообробка зварного з’єднання);
- конструктивну - сюди входять товщина зварюваного матеріалу, розташування, розміри, форма зварного шва, форма і підготовка зварювальних поверхонь, умови стану розтягу, деформацій, напружень, кількість зварних швів тощо;
- оперативну - наприклад можливості обробки зварного виробу. Комплектація конструктивного вузла на місці його встановлення (частини мостів, кораблів тощо).
ВИЗНАЧЕННЯ ТЕРМІНУ ЗВАРЮВАННЯ
Зварюванням називається процес, у якому тепло, тиск, або тепло і тиск одночасно, створюють нероз’ємні з’єднання – зварні з’єднання. Процеси зварювання, в основному, грунтуються на локальному нагріві в місці зварювання. Зварний шов і зона навколо шва піддаються певному термічному циклу, характеристики якого залежать від використовуваної технології зварювання.Зварні з'єднання можуть бути виконані розплавленням основного (зварного) матеріалу, або з використанням електродного (присадкового) матеріалу. Частина металу, яка розплавляється під час зварювання, називається металом шва.
Зварний шов може бути виконаний лише переплавленням основного матеріалу (контактне зварювання) або може бути виконаний переплавленням основного матеріалу з присадковим матеріалом.
Електродним (присадковим) матеріалом є метал, який подається в зварювальну ванну, і в процесі зварювання він повинен мати той самий або близький хімічний склад, що і основний зварюваний матеріал.
Зварювальна ванна — ділянка зварного шва, що знаходиться в рідкому стані під час зварювання плавленням.
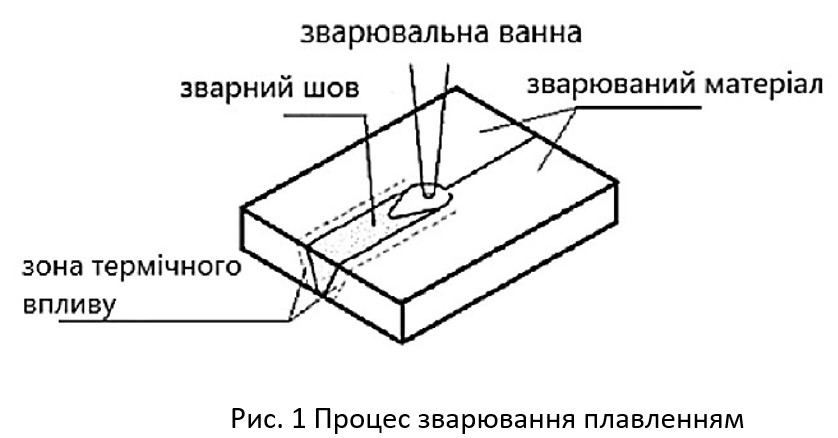
Розплавлений основний матеріал змішується у зварювальній ванні без або з присадковим матеріалом і утворює метал зварного шва. За джерелом тепла температура знижується, розплавлений метал кристалізується і утворюється зварний шов, при контактному зварюванні замість валика утворюється зварна точка або шов.
На розмір і форму зварювальної ванни впливають:
- підведення тепла при зварюванні;
- швидкість зварювання;
- теплофізичні властивості зварюваного матеріалу;
- товщина зварюваного матеріалу;
- використання присадкових матеріалів та ін.
Під час зварювання метал у зварювальній ванні перебуває у стані безперервного руху і переміщення. Ці конвекційні струми забезпечують передачу тепла та металу всередині зварювальної ванни та спричиняють механічний вплив електричної дуги, електромагнітних сил та різницю поверхневого натягу.
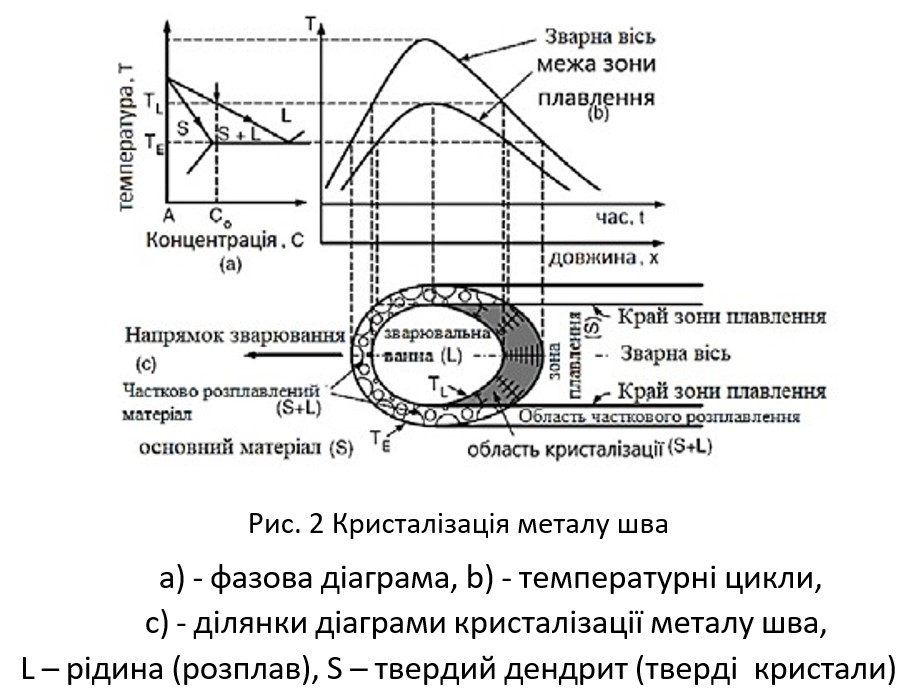
Кристалізація зварювальної ванни починається, коли температура розплавленого металу шва знижується нижче температури плавлення.
На процес кристалізації впливають:
- кількість тепла, що вводиться у зварний шов;
- напрямок руху джерела тепла;
- градієнт температури у передній частині зварювальної ванни;
- змішування електродного металу з розплавленим основним металлом;
- швидкість кристалізації;
- об’єм зварювальної ванни;
- вид зварювальних матеріалів та інші.
Просторові положення зварювання
Положення зварювання визначаються відповідно до STN EN ISO 6947, «Зварювання. Положення зварювання - Визначення кутів нахилу та повороту».
Положення зварювання визначаються розташуванням зварного шва в просторі та напрямком зварювання.
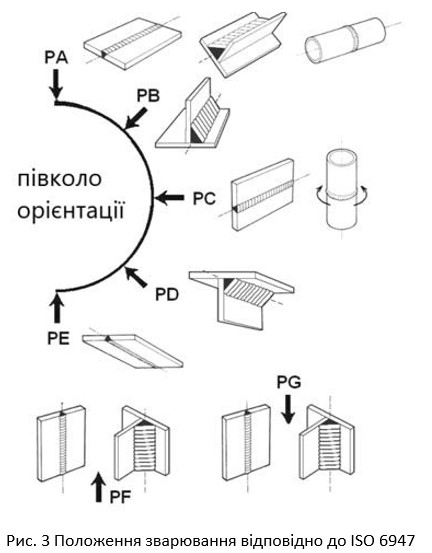
PA – Г
PA - Горизонтальне положення зверху;
PB - VГоризонтально-вертикальне положення;
PC - Горизонтальне положення на вертикальній поверхні;
PD - Горизонтально-вертикальне стельове положення;
PE - Стельове положення;
PF - Вертикальне положення знизу вверх;
PG - Вертикальне положення зверху вниз. Нахил
PB – Vodor
зварних швів
Стандарт для прямих зварних швів визначає нахил S, як кут між поздовжньою віссю зварного шва та позитивною віссю х горизонтальної координатної площини. S вимірюється в математично позитивному напрямку, проти годинникової стрілки (рис. 4).
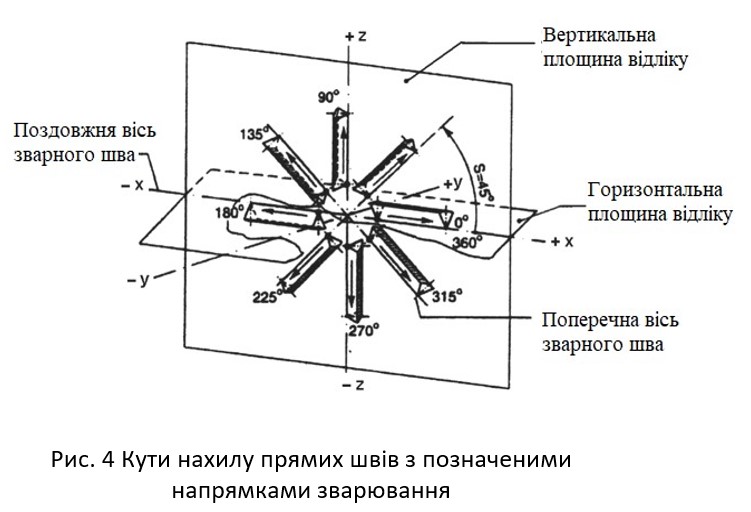
Система координат встановлюється так, щоб поздовжня вісь зварного шва розміщувалась у вертикальній базовій площині (рис. 4 площина x/z), а напрямок зварювання починався з початку системи координат. Для труб з похилими осями нахил виражається в напрямку зварювання, а поворот - кутом нахилу.
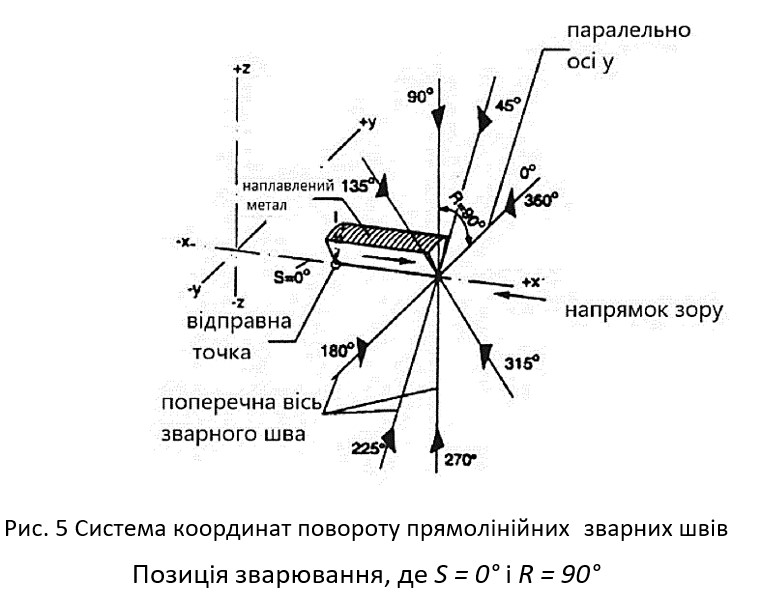
Обертання зварних швів
Обертання зварних швів R визначається, як кут між поперечною віссю зварного шва (лінія, що з’єднує центр кореня зварного шва та облицювального шару) та позитивною віссю y або паралельно осі y, виміряний у математично позитивному напрямку, у площині перерізу шва (рис. 5).
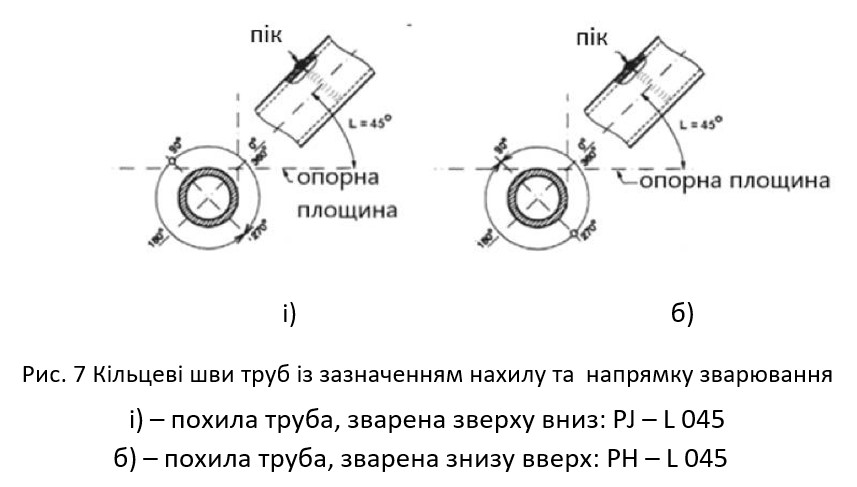
Для розташування кільцевих швів на трубах з похилими осями використовуються наступні позначення повороту і нахилу (рис. 6 і 7):
Поворот позначається літерою L і кутом нахилу (рис. 6).

Нахилом називається:
- нахил PJ для зварювання зверху вниз (рис. 7i);
- нахил PH для зварювання знизу вверх (рис. 7б);
- нахил PК для кільцевого зварювання.
Odporové zváranie
Odporové zváranie je tepelno-deformačný proces, pri ktorom zvarový spoj vzniká pri spolupôsobení tepla vznikajúceho prechodom elektrického prúdu, ktoré je potrebné pre natavenie zváraných materiálov a tlaku.
Odporové zváranie je možné rozdeliť na:
1 – bodové zváranie,
2 – deltaspot zváranie,
3 – švové zváranie,
4 – výstupkové zváranie,
5 – stykové stláčacie zváranie,
6 – stykové odtavovacie zváranie,
7 – vysokofrekvenčné zváranie.
Pri odporovom zváraní:
- sa teplo potrebné na zváranie vytvára priamo v spoji,
- na vznik zvaru je potrebná sila,
- nepoužívajú sa prídavné materiály
Procesy odporového zvárania sa riadia Ohmovým a Joulovým zákonom.
Ohmov zákon:
[A] (3)
kde: I – prúd [A], U – napätie [V], R – elektrický odpor [Ω]
Napätie pri odporovom zváraní sa zväčša pohybuje v rozpätí od 3 do 20 V, čiže nehrozí úraz elektrickým prúdom.
Joulov zákon:
Q = R . I2 . t [J] (4)
Množstvo tepla vo zvare bude:
- tým väčšie, čím bude väčší zvárací prúd,
- tým väčšie, čím dlhší čas bude prúd pretekať,
- tým väčšie, čím bude väčší odpor zvaru.
Bodové odporové zváranie
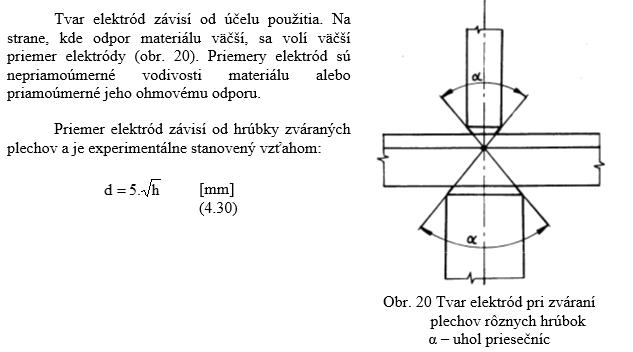
Bodové zváranie je odporové zváranie, pri ktorom sa zvárané materiály navzájom preplátujú a stlačia medzi elektródami z medenej zliatiny (obr. 16), čím sa uzatvorí sekundárny obvod zváračky. Prechodom elektrického prúdu sa na rozhraní stláčaných materiálov roztaví určitý objem materiálu, ktorý po vypnutí el. prúdu tuhne a vytvára zvarový kov. Zvar má tvar šošovky a vytvára sa bez prídavného materiálu.
Odpory pri bodovom zváraní
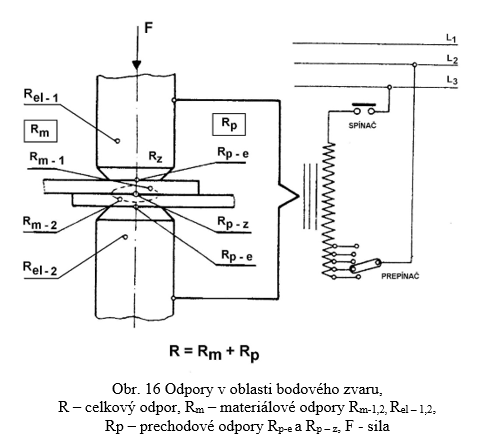
Prechodové odpory Rp vznikajú na rozhraní dvoch dotýkajúcich sa materiálov. Pri bodovom zváraní dvoch plechov sú to tri odpory. Odpor medzi hornou elektródou a horným plechom, odpor medzi zváranými plechmi a odpor medzi spodným plechom a spodnou elektródou. Z čoho vyplýva:
Rp = Rp-e + Rp-z + Rp-e [Ω] (5)
Čím bude prítlačná sila väčšia, tým bude prechodový odpor menší. Na prechodové odpory vplýva vodivosť dotýkajúcich sa kovov.
Teplo ktoré vzniká medzi elektródou a zváraným materiálom, závisí od čistoty a drsnosti dotykových plôch, od zváracieho režimu a účinnosti chladenia. Pre dosiahnutie kvalitných zvarov je potrebné prechodové odpory medzi elektródou a zváraním materiálom znížiť na minimum, t.j. dôkladne očistiť plochy zváraných materiálov.
Materiálové odpory Rm sú dané fyzikálnymi vlastnosťami - vodivosťou materiálu, resp. odporom zváraného materiálu a zváracích elektród. (Vodivosť je prevrátená hodnota odporu).
Dôležitú úlohu zohráva aj hrúbka zváraných plechov, počet plechov a prierez prúdovej cesty.
Rm = Rm-1 + Rel-1 + Rm-2 + Rel-2 [Ω] (6)
Celkový odpor R je súčtom prechodových a materiálových odporov v oblasti zvaru:
R = Rp + Rm [Ω] (7)
Počas zvárania sa budú veľkosť všetkých odporov meniť. Postupným ohrevom stúpa odpor.
Pri odporovom zváraní zohráva dôležitú úlohu aj induktívny odpor. Tento závisí od veľkosti zváracieho okna (vzdialenosti a vyloženia ramien bodovačky), frekvencie zváracieho prúdu a od veľkosti magnetickej hmoty vloženej do zváracieho obvodu. Znižovaním frekvencie klesá induktívny odpor. Zmenšovaním zváracieho okna, znižovaním frekvencie a vylúčením magnetického materiálu je možné do zvaru dodať viac energie, čo umožňuje zvárať väčšie hrúbky.
Metalurgické procesy pri bodovom zváraní
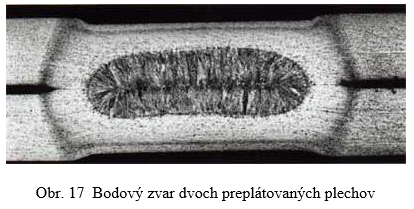
Vznik bodového zvaru charakterizuje prudký rýchli ohrev na teplotu tavenia a následné rýchle ochladenie. Plechy pritlačené k sebe elektródami sa v mieste styku začnú natavovať. Po natavení nastáva rýchle ochladzovanie zvaru s pásmom tepelne ovplyvnenej zóny. Najvyššia teplota sa dosiahne v strede roztaveného jadra. Zvarový kov kryštalizuje v tvare šošovky s charakteristickou dendritickou (liacou) štruktúrou (Obr. 17).
Základné parametre odporového zvárania
Zváracia sila môže byť konštantná, alebo meniteľná. Zváracia sila má elektrickú - (vplýva na prechodový odpor) a metalurgickú funkciu - (zabraňuje expanzii roztaveného jadra a tiež pri tuhnutí pôsobí na rast zrna). Zváracie sily sú v rozsahu 100 N až 50 kN, u stykoviek 50 N až 1000 N.
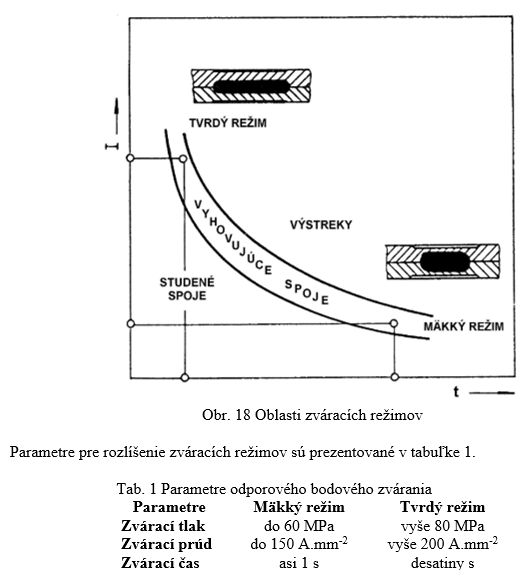
Zvárací prúd a zvárací čas sú vo vzájomnej kombinácii rozhodujúcimi činiteľmi vplývajúcimi na vznik tepla vo zvare. Zvárací prúd môže byť počas zvárania konštantný alebo sa môže meniť, prípadne prerušovať. Keďže prúd je v druhej mocnine (Joulov zákon), dvojnásobným zvýšením prúdu sa teplo teoreticky zväčší štyrikrát. Zvárací prúd býva v rozsahu 100 A až 100 kA a zváracie časy v rozsahu 0,001 s až 2,0 s, u stykoviek rádovo 10 s. Tieto parametre medzi sebou súvisia a preto sa hovorí o tzv. mäkkom a tvrdom zváracom režime.
Mäkký zvárací režim: Vyznačuje sa väčším tepelným ovplyvnením. Šošovka ma malý priemer, má veľkú výšku a hrubozrnnú štruktúru, čo zhoršuje mechanické vlastnosti zvaru. Zvára sa menšími prúdmi do10 kA a dlhšími časmi 20 až 100 periód pri menšej zváracej sile do 5kN a pri menšom počte bodov za časovú jednotku .Pri tomto režime sú menšie nároky na pripojovací výkon väčšinou stačí bežný sieťový 380V rozvod do 63A. Používa sa pri zváraní materiálov náchylných na zakalenie. Na povrchu zváraných materiáloch sú v dôsledku zmäknutia výrazné odtlačky po elektródach. Životnosť elektród je nižšia v porovnaní s tvrdým režimom.
Tvrdý zvárací režim: Zvarová šošovka má väčší priemer, ale menšiu výšku a zváranie je produktívnejšie. Mechanické vlastnosti zvarov sú v porovnaní so zvarmi zhotovenými pri mäkkom režime lepšie. Zvára sa veľkými prúdmi nad 10kA, krátkymi časmi do 20 periód pri veľkej zváracej sile 10kN a viac pri, väčšom počte bodov za časovú jednotku. Pri tomto režime sú pomerne veľké nároky na pripojovací výkon - rozvody nad 100A. o napätí 380V. Tvrdý režim sa nedá použiť pri kaliteľných materiáloch.
V praxi sa zvára niekde medzi týmito režimami v oblasti vyhovujúcich zvarov - viď obr. 18.
Okrem základných parametrov je potrebné zohľadniť aj ďalšie veličiny vplývajúce na proces zvárania ako minimálna veľkosť preplátovania, vzdialenosť osi zvaru od okraja plechu, predpokladaný priemer šošovky, minimálna pevnosť spoja a pod.
Dynamika zváracieho procesu
Odpory v zvarovej oblasti sa počas zvárania menia (obr. 19). Celkový odpor (R) spočiatku klesá vplyvom zmäknutia povrchov, čo spôsobí lepšie dosadanie elektród. S postupujúcim vytváraním šošovky začne zanikať prechodový odpor Rp-z, ale celkový odpor napriek tomu vzrastá. Rozhodujúcu úlohu má zvyšujúci sa ohrev - s teplotou stúpa odpor materiálu.
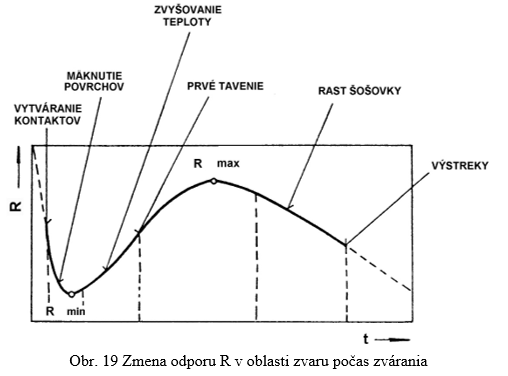
Postupne sa vytvárajúca šošovka (z roztaveného kovu) má snahu expandovať. Expanzia pôsobí proti prítlačnej sile a má snahu elektródy odtláčať. Ak by prítlačná sila nebola postačujúca, vplyvom expanzie by zvarový kov vystrekol.
Zváracie elektródy
Zváracie elektródy majú bezprostredný vplyv na kvalitu zvarového spoja. Privádzajú elektrický prúd a súčasne silu do zváraných dielcov. Pri zváraní dochádza k ich ohrevu, preto je potrebné ich intenzívne chladiť. Vo vnútri elektród je otvor pre možnosť ich chladenia chladiacou kvapalinou. Musia byť odolné proti opotrebeniu a dostatočne elektricky vodivé. Elektródy sa vyrábajú z medi vyrobenej elektrolyticky alebo zo zliatin medi. Najčastejšie sa používajú zliatiny CuCrZr, CuBeCo, CuCd, CuAg v závislosti od zváraných materiálov. Zvyšovaním množstva legujúcich prvkov v medi klesá jej elektrická vodivosť, avšak jej pevnosť sa zvyšuje. Na kvalitu zvarového spoja vplýva aj čistota kontaktných plôch zváracích elektród. Pri zváraní povrchovo upravených plechov dochádza k ich znečisteniu, čo ma za následok pokles elektrickej vodivosti. Preto je potrebné kontaktné plochy elektród očistiť napr. brúsením a sústružením.
Zariadenia pre odporové bodové zváranie
Zváracie stroje je možné rozdeliť na:
- stabilné - /bodovky- (jednobodové, alebo mnohobodové)/,
- prenosné - /zváracie kliešte, závesné bodové zváračky, ručné bodové kliešte/.
Podľa spôsobu vyvodenia prítlačnej sily:
- mechanické,
- pneumatické,
- hydraulické,
Podľa príkonu:
- bodové zváracie stroje malé - /do 20kVA/,
- bodové zváracie stroje stredné - /od 20 do 250kVA/,
- bodové zváracie stroje veľké - /nad 250kVA/.
Typy a tvary spojov
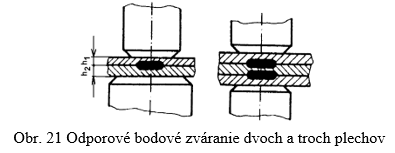
Zvarové spoje sú realizované na preplátovaných plechoch (obr. 21). Odporovým bodovým zváraním je možné zvárať plechy od hrúbky 0,6mm do 10mm. Experimentálne do 25mm. Bodové zvary sa využívajú najčastejšie v jednoradovo a výnimočne i v dvojradovom usporiadaní. Zvarové spoje sa majú navrhovať tak, aby boli namáhané na šmyk. Vtedy majú približne dvojnásobnú pevnosť ako pri namáhaní na odtrhnutie.
Aplikácia odporového bodového zvárania
Pri zváraní uhlíkových ocelí závisí kvalita zvarového spoja od obsahu uhlíka, ktorého nemá byť viac ako 0,22%. Austenitické ocele sa zvárajú tvrdým režimom, kvôli zabráneniu vzniku karbidov Cr. Pre zváranie hliníka a jeho zliatin sú potrebné väčšie zváracie prúdy z dôvodu vyššej elektrickej a najmä tepelnej vodivosti v porovnaní z oceľami. Prekážkou zvárania je aj tvorba AL2O3 na povrchu. Pre zváranie medi je potrebné použiť kondenzátorové zváračky. Zvárať sa dajú iba tenké medené plechy. Nepriaznivo na zváranie vplýva vysoká elektrická e tepelná vodivosť medi, ktorá sa dá znížiť pridaním prísadových prvkov (Zn, Sn, Be a i.). Pri zváraní povrchovo upravených plechov dochádza k nalepovaniu povlakov (Zn, Sn a iných) na zváracie elektródy, ktoré treba často mechanicky čistiť, čo znižuje produktivitu zvárania a znižuje ich životnosť. Je vhodné realizovať povrchové úpravy plechov až po zváraní. Odporové bodové zváranie je dominantným spôsobom zvárania používaným pri výrobe karosérii v automobilovom priemysle. Na automobile strednej triedy sa nachádza priemerne (3000 až 5000) bodových zvarov. Široké uplatnenie nachádza táto technológia v leteckom a kozmickom priemysle, pri zváraní plechov z ľahkých zliatin a titánu.
Bodové odporové zváranie DeltaSpot
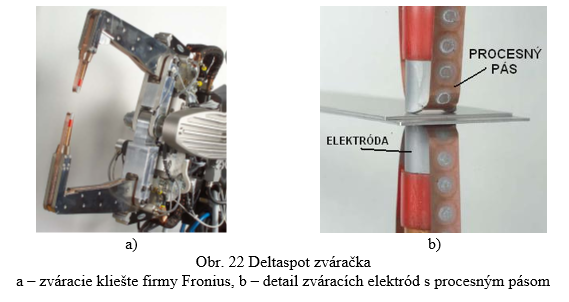
Je inováciou bodového odporového zvárania. Inovácia procesu spočíva v úprave kontaktných plôch zváracích elektród (obr. 22). Pri zváraní nedochádza k priamemu kontaktu zváracích elektród a zváraných preplátovaných plechov. Súčasťou zváracieho zariadenia je tzv. procesný pás ktorý zabezpečuje prechod prúdu zo zváracej elektródy do zváraných materiálov (obr. 22b). Tento procesný pás sa po každom bodovom zvare automaticky posunie o preddefinovanú dĺžku. Týmto spôsobom je možné zabezpečiť vysokú kvalitu zvarových spojov, pri nezmenených parametroch zvárania u povrchovo upravených plechoch. Povrchová úprava plechov zinkovaním, resp. pocínovaním má nepriaznivý vplyv na životnosť zváracích elektród pri bodovom odporovom zváraní. Počas zvárania dochádza k nataveniu povlakov na zváraných povrchoch a ich nalepovaniu na zváracie elektródy, čo má za následok vznik chemických zlúčenín na kontaktných plochách elektród, následný pokles ich elektrickej vodivosti a nárast prechodového odporu.
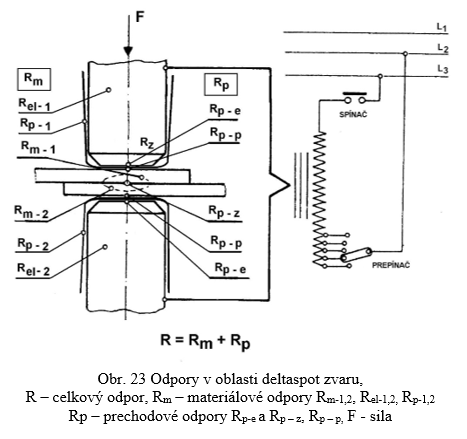
Odpory pri bodovom zváraní deltaspot
Celkový odpor R pri zváraní je tvorený súčtom materiálových a prechodových odporov tak ako pri konvenčnom bodovom zváraní.
R = Rp + Rm [Ω] (8)
Materiálové odpory Rm zodpovedajú fyzikálnym vlastnostiam zváraných materiálov (Rm-1,2), elektród (Rel-1,2) a procesných pásov (Rp-1,2).
Rm = Rel-1 + Rp-1 + Rm-1 + Rm-2 + Rp-2 + Rel-2 [Ω] (9)
Prechodové odpory Rp na rozdiel od bodového zvárania zahŕňajú aj odpory Rp-p ktoré vznikajú na rozhraní zváracích elektród a procesného pásu. Pri bodovom deltaspot zváraní dvoch plechov je to päť odporov. Odpor medzi hornou elektródou a horným procesným pásom, medzi procesným pásom a horným plechom, odpor medzi zváranými plechmi, odpor medzi spodným plechom a spodným procesným pásom a odpor medzi spodným procesným pásom a spodnou elektródou. Z čoho vyplýva:
Rp = Rp-e + Rp-p + Rp-z + Rp-p + Rp-e [Ω] (10)
Na prechodové odpory vplýva vodivosť dotýkajúcich sa kovov.
Procesný pás vyrobený z medeného plechu chráni špičky zváracích elektród pred znečistením kontaktných plôch a tým výrazne predlžuje ich životnosť v praxi. Po opotrebovaní (znečistení chemickými splodinami na povrchu vplyvom nalepovania povlakov z povrchovo upravených plechov) sa cievky s pásom vymenia.
Parametre zvárania, požiadavky na čistotu zváraných materiálov a metalurgické procesy počas zvárania sú totožné s konvenčným bodovým odporovím zváraním.
Zariadenia pre deltaspot bodové zváranie
Zváracie stroje je možné rozdeliť na:
- stabilné - /bodovky/,
- prenosné - /zváracie kliešte/.
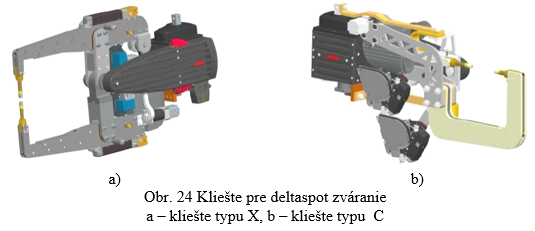
V praxi sa vo väčšej miere uplatňujú zváracie kliešte umiestnené na robotických ramenách. Vzhľadom nato že táto technológia sa využíva pri zváraní povrchovo upravených plechov, pri výrobe karosérii automobilov, poskytujú tieto zváracie kliešte typu „C“ a „X“ dobré operatívne vlastnosti aj pri zváraní v polohách a tvarovo náročných súčiastok (obr. 24).
Zváracie kliešte sú napájané napätím 230V.
Maximálna prítlačná sila elektród je 5kN. Procesný pás je vyrobený z čistej Cu a v dĺžke 50m je navinutý na cievke, z ktorej je po každom zvare podávacím zariadením posunutý o preddefinovanú vzdialenosť.
Aplikácia deltaspot zvárania v praxi
Inovácia bodového odporového zvárania deltaspot vyvinutá a patentovaná firmou Fronius v roku 2005 nachádza čoraz väčšie uplatnenie najmä pri zváraní povrchovo upravených karosárskych plechov v automobilovom priemysle.
Švové zváranie
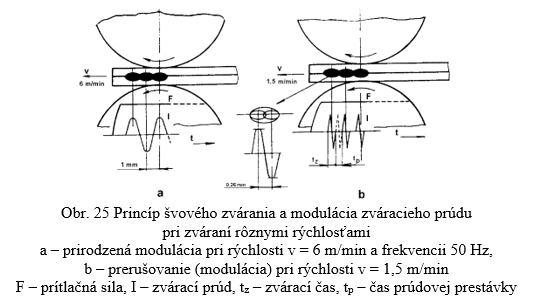
Rozdielom švového zvárania v porovnaní s bodovým zváraním je, že zvarový spoj vzniká medzi dvoma proti sebe otáčajúcimi sa kotúčovými elektródami (obr. 25). Prechodom zváracieho prúdu cez kotúčové elektródy vznikajú medzi preplátovanými zváranými materiálmi prekrývajúce sa bodové zvary ktoré sa nazývajú zvarový šev. Pokiaľ sa zvary dostatočne prekrývajú, spoj je tesný.
Proces zvárania sa uskutočňuje pri prirodzenej modulácii (50 Hz) zváracieho prúdu alebo cieleným prerušovaním prúdu. Zvárací prúd má v každej perióde dve maximá (kladné a záporné), kedy sa tvoria jadrá zvarov. Keď prechádza prúd nulou, teplo nevzniká (obr. 25). Za jednu sekundu sa vytvorí 100 zvarov.
Odpory v zvarovej oblasti (prechodové i materiálové) sú podobné ako pri bodovom zváraní. Zvárané povrchy musia byť čisté.
Zváracie parametre
Pri švovom zváraní sa používajú nasledujúce parametre zvárania:
- zvárací prúd /I/
- prítlačná (zváracia) sila /F/
- zváracia rýchlosť /v/
- modulácia zváracieho prúdu
Zvárací prúd (I) je pri švovom zváraní väčší ako pri bodom a stúpa s rýchlosťou zvárania. Súvisí to s nutnosťou natavenia väčšieho množstva kovu a tiež so stratami nazývanými ako (shunt), spôsobenými odbočovaním a únikom prúdu cez už vyhotovené zvary.
Prítlačná (zváracia) sila (F) zabezpečuje vzájomný kontakt zváraných dielcov a kontakt kotúčových elektród. Prítlačná sila je väčšia v porovnaní s bodovým zváraním z dôvodu použitia vyšších zváracích prúdov. Druhým dôvodom je že otáčajúce sa elektródy opúšťajú miesto zvaru ešte pred jeho stuhnutím.
Zváracia rýchlosť (v) je totožná s obvodovou rýchlosťou zváracích kotúčov. Je obmedzená výkonom transformátora. Optimálnou je označovaná rýchlosť v = 6 m/min. Pri vysokých rýchlostiach zvárania (nad 30 m/min) stúpa nebezpečenstvo vzniku netesnosti pri zváraní. Pri nízkych rýchlostiach (pod 3 m/min) sa zvyšuje riziko prehriatia a pretavenia celej zváranej hrúbky.
Modulácia (prerušovanie) zváracieho procesu (tz/tp) sa využíva na zamedzenie nežiaduceho prehrievania zvaru. Pri konštantných otáčkach kotúčov sa reguluje čas prechodu zváracieho prúdu (tz) a čas prerušenia prúdu (tp). Čím je rýchlosť menšia, tým je čas prerušenia dlhší, a tým sa na určitej dĺžke vyvinie menej tepla.
Programový priebeh zvárania je odlišný od bodového zvárania. Predhrev ani kovanie sa nepoužíva.
Dynamika vzniku zvaru
Zvarový spoj vniká ešte pred schladnutím predchádzajúceho zvaru. Novo vznikajúci zvar súčasne spomaľuje ochladzovanie predošlého. Tým sa režim stáva mäkším.
Typy zvarových spojov
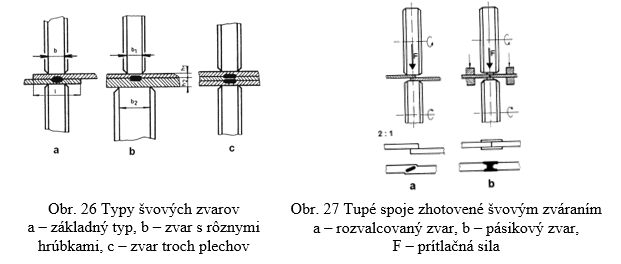
Podobne ako pri bodovom zváraní sa jedná o preplátované spoje (obr. 26). Na rozdiel od bodového zvárania sa tu používajú rozvalcované alebo tupé spoje (obr. 27). Rozvalcované spoje vznikajú úzko preplátovaných plechov pri zváraní širokými kotúčmi, ktoré zvárané materiály rozvalcujú do roviny. Nevýhodou zvarového spoja nízka pevnosť v ohybe. Pri pásikových (tupých) spojoch sa používajú prídavné materiáli vo forme tenkých fólii, ktoré sa zavaria do povrchov plechu. Spoje majú pri ohýbaní a lisovaní dobré plastické vlastnosti. Hrúbka zváraných materiálov je v porovnaní s bodovým zváraním menšia (nepresahuje 3 mm).
Zariadenia pre švové zváranie
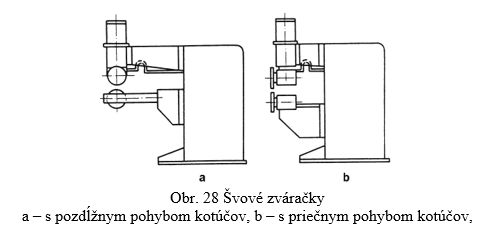
Konštrukčne sú zváračky podobné zváračkám na bodové zváranie avšak rozdielom je umiestnenie a konštrukcia elektród. Na švové zváranie sa používajú kotúčové elektródy chladené zvnútra vodou. Materiál elektród – elektrolytická meď, meď legovaná Cr. Pri otáčaní elektród je dôležité aby nedošlo k preklzávaniu zváracích elektród po zváraných materiáloch, čo by mohlo spôsobiť chyby zvaru. Najčastejšie sa používa variant s jedným poháňaným kotúčom a druhý sa iba odvaľuje. Pri náhone oboch kotúčov je potrebné použiť diferenciál. Zváracie stroje sa používajú ako závesné hlavy, alebo ako stabilné stroje s pozdĺžnym, alebo priečnym uložením elektród (obr. 28).
Aplikácia švového zvárania v praxi
Švové zváranie je vysokoproduktívnym spôsobom odporového zvárania pri výrobe dlhých (napr. obvodových) zvarov. Technológia je vhodná pre zváranie radiátorov (napr. radiátory KORAD s produkcie U.S.Steel, Košice), pre zváranie nádrží automobilov, kanistrov, sudov, vedier, výparníkov. V leteckom priemysle zváranie spaľovacích komôr na kryty prúdových motorov, raketových motorov, výroba bočníc a striech vagónov, autobusov a pod.
Výstupkové zváranie
Pri výstupkovom zváraní zvarové spoje vznikajú na miestach vopred pripravených výstupkov, ktoré sa nachádzajú na jednom zo zváraných dielcov (obr. 29). Voľba výstupkov závisí od zváraného materiálu. Jeho funkciou pri zváraní je koncentrácia elektrického prúdu a prítlačnej sily pre vytvorenie zvaru. Výstupky je možné zhotoviť:
- lisovaním,
- strojným opravovaním,
- použitím medzivložiek.
Stlačením súčiastok medzi ploché elektródy alebo v prípravku a pripojením transformátora na sieť, prúd prechádza výstupkami a vytvára odporové teplo, ktoré nataví výstupky a pri priľahlú oblasť druhého dielca. Pôsobením tlaku sa takto vytvorí niekoľko spojov naraz alebo jeden súvislý zvar. časť vysokoohriatého materiálu sa vytlačí zo spoja a vytvorí výronok.
Zváranie sa realizuje na lisoch, pričom zvary sa zhotovujú medzi plochými elektródami, alebo v prípravkoch, resp. čeľustiach.
Rozlišujeme dva základne spôsoby:
- výstupkové zváranie pomocou prelisovaných výstupkov (obr. 29),
- výstupkové zváranie pomocou masívnych výstupkov (obr. 30),
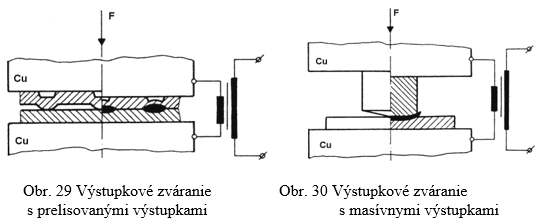
Výstupkové zváranie pomocou prelisovaných výstupkov sa používa pre zváranie dielcov z plechu. Výstupky sú vždy prelisované cez celú hrúbku plechu.
Výstupkové zváranie pomocou masívnych výstupkov sa požíva pre zváranie masívnejších dielcov – platne, guľatiny, hranoly a pod. Najčastejšie sa používa jeden trieskovým obrábaním zhotovený výstupok. Pri zváraní vzniká okolo zvaru charakteristický prstenec (výronok), ktorý je sprievodným znakom dobrého zvaru.
Zváracie parametre
Zváracie parametre sú pri výstupkovom zváraní totožné s parametrami používanými pri odporovom bodovom zváraní. Zvárací režim môže byť mäkký a tvrdý. Parametrami zvárania sú:
prítlačná sila F,
- zvárací prúd I,
- zvárací čas t.
Parametre výstupkového zvárania sa nevzťahujú na hrúbku zváraných dielcov, ale na veľkosť pôdorysu zváranej plochy. Rozhodujúca je plocha a tvar zvaru.
Prítlačná sila (F) má rovnakú funkciu ako pri bodovom zváraní. Pôsobí kolmo na pôdorysný priemet zvarovej plochy. Sila sa určuje z merného tlaku na 1mm2 zvarovej plochy a od akosti zváraného materiálu. Pre zváranie ocelí sa používa prítlačná sila v rozsahu 80 až 120 MPa (N.mm2). Potrebná prítlačná sila sa zváracích lisoch vyvodí mechanicky, pneumaticky alebo hydraulicky
Zvárací prúd (I) pre prierezy zváraných plôch do 200 mm2 je v rozsahu 200 až 500 A.mm-2. Pri zváraní veľkých prierezov prúdová hustota klesá. Pri ploche 600 mm2 je prúdová hustota menej ako 100 A.mm-2. Nesprávna voľba zváracieho prúdu zapríčiňuje vznik technologických a štrukturálnych chýb (podrezanie, zakalenie) vo zvaroch.
Zvárací čas (t) je závislý na použitej prúdovej hustote. Pri väčších prierezoch je potrebné zmenšovať prúdový hustotu a preto je potrebné pre vznik kvalitného zvarového spoja predĺžiť zvárací čas, aby sa v mieste zvaru vyvinulo teplo potrebné pre zváranie.
Programový priebeh zváracích parametrov je totožný s programovým priebehom pri bodovom zváraní.
Pri zváraní sa používa pulzačný alebo svahový ohrev.
Pulzačný ohrev predstavuje mäkký režim, kde teplo vzrastá jemnejšie vplyvom prúdových prestávok a tepelne ovplyvnená oblasť sa rozširuje. Teplotný spád je menší.
Svahový ohrev spôsobuje predhrev materiálu postupným nárastom prúdu. Pri svahovom ohreve sa výstupok dotýka protikusa na začiatku procesu iba malou plochou, a preto je prúd menší. Počas zvárania sa postupne zväčšuje plocha zvaru, čomu úmerne narastá prúd.
Oba spôsoby ohrevu sú dôležité pri kaliteľných materiáloch, pri veľkorozmerných dielcoch s vysokým odvodom tepla a hlavne pri zváraní nástrojových, legovaných ocelí ktoré majú zlú tepelnú vodivosť.
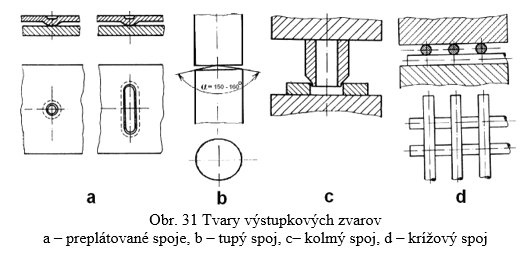
Typy a tvary spojov
Konštrukcia spojov pre výstupkové zváranie je odlišná ako pre bodové a švové zváranie.
- Preplátované spoje – spoj zhotovený preplátovaním dvoch, zriedkavejšie viacerých plechov (obr. 31a). Výstupky sa vylisujú iba do jedného plechu. V ojedinelých prípadoch striedavo do horného a spodného dielca. Výška vylisovaných výstupkov musí byť rovnaká. Výstupky prelisované na plechoch tenších ako 0,8 mm nie sú vhodné. Ich prevýšenie na plechu je nepatrné a ich funkcia problematická. Pri hrúbkach nad 6 mm vznikajú ťažkosti s prelisovaním celej hrúbky
- Tupé spoje slúžia na spájanie okrúhlych alebo hranatých profilov (tyčí, rúr) (obr. 31b). Na tieto spoje sa používajú masívne výstupky. Masívne výstupky sa zhotovujú na jednom z dielcov, majú tvar kužeľa a ich vrcholový uhol je 160°. Pri zváraní dielcov s rozdielnou elektrickou vodivosťou sa výstupok zhotovuje na vodivejšom materiáli. Ak sa použije bočný prívod prúdu, tak sa vodivejší materiál viac vysunie z čeľustí, čím sa zväčší jeho odpor, uľahčí sa jeho natavenie a zabráni sa vzniku studeného spoja.
- Kolmé spoje sú najčastejším prípadom výstupkového zvárania (obr. 31c). Pri zváraní sa využívajú masívne výstupky. Vzhľadom na nesymetrický vývoj tepla je tu vysoké riziko vzniku studených spojov. Výstupok sa má zhotoviť na dielci ktorý má väčší odvod tepla. Najväčším problémom je vznik podrezania zvarového spoja, ktoré vzniká následkom vysokej prúdovej hustoty, keď sa materiál v tvare úzkeho jemného zárezu pretaví do značnej hĺbky. Na podrezanie sú náchylné zle tepelne vodivé materiály (napr. nástrojové ocele). Pri ich zváraní je potrebné voliť mäkší režim.
- Krížové spoje vznikajú prekrížením dielcov (napr. tyčí, drôtov, profilov), čím vznikajú prirodzené výstupky (obr. 31d). Ich výhodou je že výstupky nie je potrebné pripravovať, lisovaním, obrábaním a pod.
Aplikácia výstupkového zvárania v praxi
Výstupkové zváranie sa aplikuje v kusovej a malosériovej výrobe pri čelnom prívode zváracieho prúdu. Napr. dielce pre obrábacie stroje ako polotovary pre výstredníky, unášacie kotúče, variátory, ozubené kolesá, vačkové hriadele, ako náhrady výkovkov, odliatkov a obrobkov z plného kusa, resp. výrobu polotovarov z kombinovaných materiálov. Vzhľadom k vysokým nákladom zváracích zariadení je vhodné túto technológiu zvárania aplikovať najmä v sériovej a hromadnej výrobe. Napr. zváranie remeníc z dvoch vylisovaných polovíc, dverových a okenných závesov a v nemalej miere v automobilovom priemysle pri výrobe brzdových čeľustí a pod.
Stykové stláčacie zváranie
Stykové stláčacie zváranie je druh odporového zvárania, pri ktorom sa zvárané dielce (najčastejšie drôty alebo tyče) pritlačia k sebe čelami. (obr. 32). Pri prechode elektrického prúdu sa prednostne ohrieva oblasť styku obidvoch čelných plôch, lebo v tomto mieste je najväčší elektrický odpor. Prúd sa privádza do dielcov pomocou čeľustí - elektród. Čeľuste majú nielen funkciu elektród, ale aj mechanicky upínajú dielce, prenášajú zváraciu silu a musia zabrániť prekĺznutiu dielcov pri stláčaní. Po zapnutí prúdu sa najviac ohrieva oblasť prechodového odporu Rp – z. Vysoko ohriaty plastický materiál sa zo zvaru vplyvom stláčacej sily čiastočne vytláča a vytvára výronok až kým materiál nestuhne. Dielce sa pri zváraní skrátia o ∆l.
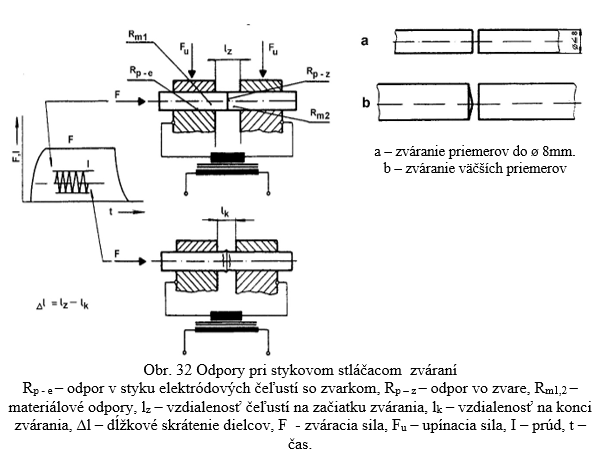
Odpory vo zvarovej oblasti.
Pri zváraní zohráva rozhodujúcu úlohu prechodový odpor v mieste spoja Rp-z. Prechodové odpory Rp-e v mieste styku elektród (čeľustí) s dielcami sú podstatne menšie, preto je tu pomerne malý vznik tepla a toto teplo ku vzniku zvaru prakticky neprispieva. Čo umožňuje zváranie medených materiálov, avšak za predpokladu použitia veľmi tvrdého zváracieho režimu. Rovnováha materiálových odporov Rm je dôležitá pri zváraní rôznorodých materiálov (napr. ocelí triedy 11+19, alebo pri zváraní Cu+Al). Zvárač zväčší odpor vodivejšieho materiálu tým, že ho viac vysunie z čeľustí. Tým sa napomôže roztaveniu vodivejšieho materiálu a predíde sa tzv. studenému spoju (keď jeden materiál je už natavený a druhý ešte nie je).
Zváracie parametre
Zváracími parametramy sú rovnako ako pri bodovom a výstupkovom zváraní: sila, prúd a čas. Aj ich špecifické - merné hodnoty (ktoré sa vzťahujú na l mm2 zvaru) sú podobné ako pri bodovom a výstupkovom zváraní. Zvárací režim môže byť mäkký a tvrdý. Pri mäkkom režime nemusí dôjsť k úplnému, ale ani k čiastočnému nataveniu čelných plôch. Ide o určitú obdobu "kováčskeho" zvárania, keď sa materiál zvára v plastickom stave. Aj výronok pri tomto veľmi mäkkom režime má značne odlišný charakter. Výronok pri zváraní tvrdým režimom je ostrý. Za zvárací parameter považujeme iba zváraciu silu F. Upínacia sila Fu nie je parametrom zvárania. Jej funkciou je zabezpečiť dobrý elektrický kontakt a zabrániť prekĺznutiu pri stláčaní (upínacia sila býva zvyčajne dvojnásobkom prítlačnej sily). Dôležitú úlohu pri zváraní zohráva dĺžka vysunutia zváraných komponentov z čeľustí: lz/2 (obr.4.41). Príliš veľké vysunutie spôsobuje zbytočný ohrev (veľké tepelné straty) a deformáciu. Malé vysunutie môže byť príčinou malého ohrevu, a teda i studeného spoja. Pri zváraní plných kruhových prierezov sa dĺžka vysunutia pohybuje asi od 0,5 do 1,5 násobku priemeru. Pokiaľ ide o nastavenie zváracieho času, tak pri jednoduchých a lacných zváračkách jestvuje určité zjednodušenie. Jeho podstata spočíva v tom, že pri použití rovnakých materiálov, rovnakých rozmerov, rovnakých parametrov atď. bude dĺžka stlačenia ∆l (obr. 32) prakticky rovnaká. Pri stykovom stláčacom zváraní sa zväčša používa program s konštantným priebehom sily a prúdu. Programový priebeh so zmenou sily a prúdu je zriedkavejší.
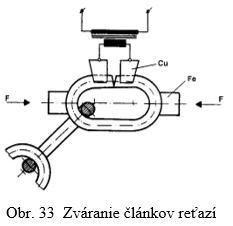
Typy a tvary spojov
Prevažne ide o tupé spoje (obr. 33). Iné typy, napr. kolmé, sú zriedkavé. Určitú zvláštnosť tvoria spoje pri zváraní reťazových článkov. Kolmo odrezaný drôt vytvorí po stočení prirodzený výstupok v tvare "V", ktorý napomôže vzniku spoja. Najmenšie zváračky sú schopné zvárať drôty priemeru 0,2 mm, niekedy i menej. Pokiaľ ide o maximálne prierezy, platí tu približne rovnaká hranica ako pre výstupkové zváranie - cca 600 mm2. Zváračky na zváranie ráfov pre automobilové kolesá (napájané jednosmerným prúdom) túto hranicu prevyšujú.
Aplikácia stykového stláčacieho zvárania
V praxi sa táto technológia uplatňuje pri nadpojovaní drôtov v drôtoťahoch (oceľové, medené, ale i iné materiály). Nadpájajú sa odrezky z betonárskej ocele, čím sa znižuje jej odpad. Pri výrobe reťazí, ráfikov bicyklových a automobilových kolies. Navzájom sa zvárajú konce pílových pásov pre okružné píly. Ojedinele sa tento spôsob používa pri predlžovaní výstružníkov, vrtákov, skrutiek a pod.
Stykové odtavovacie zváranie
Odporové zváranie dielcov vo vodorovne umiestnených čeľustiach, kde proces zvárania prebieha pri priblížení sa čelných plôch zváraných dielcov. Odtavovacie zváranie potom môže prebehnúť ako priame alebo nepriame (s predhrevom)
Priame odtavovacie zváranie
Po pripojení transformátora na sieť zvárací proces ešte nezačne. Medzi dielcami je medzera, uzavretie zváracieho okruhu nie je možné, lebo zváracie napätie je príliš nízke (napr. 3 až 5 V), takže elektrický oblúk nemôže vzniknúť. Dielce sa potom začnú približovať veľmi malou rýchlosťou (rádovo l mm . s -1). Proces a ohrev začne až vtedy, keď sa čelá dielcov dotknú v jednom alebo viacerých miestach. Sila stlačenia je minimálna, blíži sa k nule, dotyk preto nikdy nemôže nastať na celej ploche. Dotykom vzniknú prúdové môstiky. Vzhľadom na minimálnu silu bude prechodový odpor medzi dielcami Rp - z mimoriadne veľký a pretekajúci prúd bude malý. Materiál sa v mieste dotyku prudko nataví a časť roztaveného kovu vystrekne. Výstrek predstavuje malú erupciu a v mieste bývalého mostíka vznikne kráter. Na jeho dne však zostane tenká vrstva roztaveného kovu. Rozrušením prúdového mostíka vznikne medzi dielcami medzera. Dielce sa ale naďalej približujú, takže vzápätí vznikajú nové dotyky, nové prúdové môstiky a celý dej sa opakuje. Postupne na čelách súčiastok súčasne vzniká, existuje a zaniká až niekoľko desiatok takýchto môstikov. Ich životnosť trvá iba zlomky sekundy. Takto, napriek neustálemu približovaniu dielce do seba nenarazia a pri dostatočnom elektrickom výkone sa stačí odtaviť všetok materiál, ktorý príde do vzájomného styku.
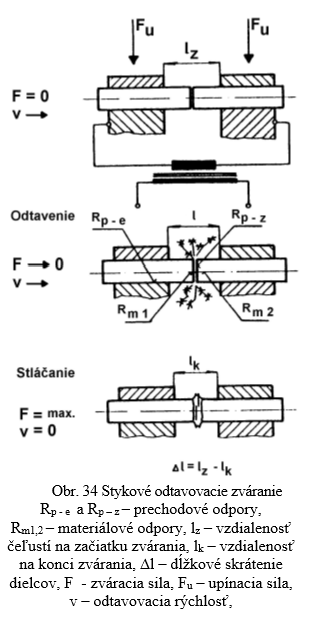
Čelá dielcov sa postupujúcim odtavovaním stále viac ohrievajú a pokrývajú sa vrstvou roztaveného kovu. Oba dielce musia byť pritom zahriate do potrebnej hĺbky. Táto fáza, ktorá sa nazýva odtavovanie, trvá sekundy až desiatky sekúnd. Potom nasleduje druhá fáza - stlačenie. Dielce sa navzájom stlačia a prúd sa vzápätí vypne. Roztavený kov oboch čelných plôch za spolupôsobenia sily vytvorí zvar. Súčasne sa časť vysokoohriateho materiálu vytlačí zo zvaru a vytvorí výronok vytvorený čiastočne oxidovaným kovom, ktorý sa má po zváraní odstrániť.
Odtavovacie zváranie s predhrevom
Proces je totožný s predchádzajúcim procesom, ale pred začiatok odtavovacej fázy zavedieme ešte predhrev plameňom, indukčne alebo najčastejšie prerušovanými skratmi zváracieho transformátora. Predhrev môže mať dva podstatné dôvody:
a) technologický - napomáha štartu a priebehu odtavovacej fázy a súčasne predchádza prípadnému zakaleniu,
b) energetický - znižuje v priebehu odtavovania potrebný výkon. Pri nedostatku energie by sa proces odtavovania "zadusil". Dielce by pri približovaní do seba narazili, ale nedostatočne ohriaty kov by nevystrekol. Materiál by sa iba žeravil, ale neodtavoval by sa. Možnosť zvárať väčšie prierezy.
Odtavovacie zváranie s predhrevom má tri fázy:
- predhrev,
- odtavenie,
- stlačenie
Pri odtavovacom zváraní (priamom alebo s predhrevom) nastáva dĺžkový úbytok materiálu - skrátenie dielcov. Krátery pri výbuchu mostíka sú tým hlbšie, čím je vyššie zváracie napätie. Príliš vysoké napätie nie je žiaduce. Hlboké krátery zapríčinia pri približovaní oneskorený vznik nového prúdového mostíka, a tým krátkodobé prerušenie odtavovania. Zanikajúce môstiky predstavujú rozpojenie elektrického obvodu. Okolo prúdových môstikov existujú magnetické polia. Ich rýchlym prerušením sa indukuje relatívne vysoké napätie (elektromotorická sila). Týmto síce môžu vzniknúť oblúky, ale k ohrevu podstatnejšie neprispievajú. Oblúk je tu teda viazaný na zánik existencie prúdového mostíka a nie na vznik alebo jeho trvanie.
Odpory vo zvarovej oblasti.
Aj tu treba konštatovať podstatný rozdiel voči predchádzajúcim spôsobom odporového zvárania, menovite voči stykovému stláčaciemu zváraniu.
Hlavné rozdiely a dôsledky vyplývajú z rozdielnych prechodových odporov vo zvare:
Odpor Rp-z pri odtavovacom zváraní je podstatne väčší, lebo zváracia sila počas odtavovacej fázy je minimálna:
Rp-z(odtavovanie) > Rp-z (stláčanie)
Pretože pri odtavovacom i pri stláčacom spôsobe používame podobné napätie, je veľký rozdiel vo zváracom prúde (Ohmov zákon: I = U/R):
I (odtavovanie) < I (stláčanie)
Prirodzeným dôsledkom je, že pri rovnakom výkone transformátora zvaríme odtavovacím spôsobom podstatne väčšie prierezy - s:
s (odtavovanie) > s (stláčanie)
Táto výhoda ide však na vrub oveľa dlhších zváracích časov (Joulov zákon: Q = R.I2.t) :
t (odtavovanie) > t (stláčanie)
Prívodové plochy zváraných dielcov pod čeľusťami musia zabezpečiť kontakt, a tým prívodu prúdu. Ide o miesta, kde vzniká prechodový odpor Rp-e, ktorý je tu mnohonásobne menší než prechodový odpor Rp-z.
Zváracie parametre
Základnými parametrami stykového dotavovacieho zvárania sú: zvárací prúd, prítlačná sila, zvárací čas, dĺžka a rýchlosť odtavenia.
Zvárací prúd sa reguluje zmenou sekundárneho napätia. Pri odtavovaní sa používa iba 25 A.mm-2 zváraného prierezu. (Pri bodovom zváraní až 500 A.mm-2). Je to dôsledok veľkého prechodového odporu vo zvare: Rp-z.
Prítlačná sila je počas odtavovania minimálna. Do plnej funkcie vstupuje až vo fáze stlačenia, kedy má rozhodujúci vplyv na akosť zvarového spoja. Čiastočne vytláča roztavený kov a plasticky deformuje nahriaty kov. Vtedy má merné (špecifické) hodnoty podobné ako predchádzajúce spôsoby odporového zvárania - napr. 100 N.mm-2. Optimalizáciou prítlačnej sily sa zabráni vzniku studených spojov (pri vysokej prítlačnej sile) a zabráni sa oxidácii povrchov a ich uzatvoreniu vo zvarovom spoji (pri nízkej prítlačnej sile)
Čas ako tretí parameter pri odtavovacom zváraní je nahradený dvoma "zastupujúcimi" parametrami: odtavovacou rýchlosťou - v (mm.s-1) a dĺžkou odtavenia – ∆1 (mm). (Dĺžka odtavenia podľa obr. 1 je určitým zjednodušením: ∆1 = lz -1k.)
Dĺžka odtavenia je vlastne dĺžkový úbytok materiálu počas odtavovacej fázy, kedy vzniká rozhodujúci ohrev pre vznik zvaru. Odtavená dížka materiálu má zabezpečiť potrebné a rovnomerné nahriatie dielcov do určitej hĺbky, ale aj pokrytie ich čelných plôch súvislou vrstvou roztaveného kovu. Pri malej dĺžke odtavenia (čiže pri krátkom zváracom čase) by materiál nebol dostatočne nahriaty a vznikol by studený spoj. Naopak príliš veľká dĺžka odtavenia spôsobuje zbytočné prehrievanie a stratu energie aj materiálu. Jej hodnota závisí najmä od kvality materiálu, veľkosti prierezu, ale aj od jeho tvaru. Dĺžka odtavenia pri priamom odtavení je väčšia než pri odtavovacom zváraní s predhrevom. Vtedy je materiál už čiastočne predhriatý, takže postačuje menšia dĺžka na požadovanú zváraciu teplotu.
Rýchlosť odtavenia. Tento parameter má rozhodujúci vplyv na kvalitu spoja. Odtavovacia rýchlosť by mala zodpovedať zváranému materiálu, jeho prierezu, nastavenému výkonu, okamžitej teplote čela zváraných dielcov atď. Táto rýchlosť však nemusí byť v súlade s tou približovacou rýchlosťou čeľustí.
Ak je približovacia rýchlosť väčšia než zodpovedá požiadavkám na odtavovanie. Dielce do seba narazia, materiál sa nestačí odtavovať, dochádza iba k jeho žeraveniu.
Ak je približovacia rýchlosť menšia než zodpovedá požiadavkám. Po každom výbuchu (rozrušení) prúdových môstikov nastane relatívne dlhá prestávka, kým sa dielce znova dostanú do kontaktu. Vtedy môže do zvaru vniknúť vzduch a zoxidovať ho. Tento úkaz zhoršuje zbytočne vysoké zváracie napätie (vznik hlbokých kráterov a predlžovanie času do nového dotyku). Krátke prestávky zabraňujú oxidácii, odstrekujúci kov a kovové pary chránia zvar. Odtavovacia rýchlosť sa pohybuje v rozmedzí 0,25 mm.s-1 (pre malé prierezy) až 6 mm.s-1 (pre veľké prierezy).
Ďalšie faktory vplývajúce na kvalitu zvaru:
Predhrev sa zásadne nepoužíva pri zváraní vysokovodivých zliatin (Cu) a pri zváraní tenkostenných prierezov, lebo prehriatie materiálu by spôsobilo deformáciu dielcov.
Rýchlosť stláčania. Odporové zváranie je tepelno-deformačný proces. Pri deformácii však záleží nielen na stláčacej sile, ale aj na rýchlosti jej pôsobenia. Vo zvýšenej miere to platí o stláčacej fáze odtavovacieho zvárania. Prechod z odtavovacej do stláčacej fázy musí byť razantný, stláčanie musí mať potrebnú rýchlosť. Pri pomalej rýchlosti stláčania vzniká nebezpečenstvo vniknutia vzduchu do zvaru, oxidy a prípadné nečistoty usadené na dne kráterov sa nevytlačia, na stláčaných čelách zváraných prierezov zostane nerovnako hrubá vrstva roztaveného kovu a jednotlivé oblasti zvareného prierezu budú mať rozdielnu akosť, a tým aj rozdielne vlastnosti. Rýchlosť stláčania sa pri zváraní pohybuje v rozsahu od 30 mm.s-1 až 200 mm.s-1.
Dĺžka stlačenia je udávaná výrobcom zváracích zariadení pre konkrétny typ zváračky, alebo experimentálne zisťovaná pri zváraní konkrétneho výrobku. Pri zváraní dielcov veľkej hmotnosti (napr. koľajníc) by teoreticky správna stláčacia sila zabezpečila požadovanú deformáciu, ale nebola by schopná zabezpečiť potrebné zrýchlenie pri prechode z odtavovacej fázy do stláčacej (F = m.a). Rýchlosť stláčania by bola malá. Pri stláčaní sa preto použije podstatne väčšia stláčacia sila. Aby však použitá veľká sila nespôsobila nežiaducu deformáciu, tak vopred stanovená optimálna dĺžka stlačenia sa zabezpečí mechanickým dôrazom alebo iným systémom.
Vyloženie z čeľustí (alebo veľkosť vysunutia: lz/2 - obr. 34) vplýva na veľkosť materiálových odporov Rm. Hodnoty sú uvádzané v tabuľkách od výrobcu.
Dĺžkové úbytky Pri zváraní treba počítať so skrátením materiálu pri predhreve (ak sa použije), pri odtavení a pri stlačení.
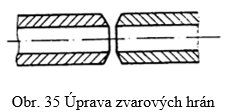
Zhotovenie úkosov uľahčuje naštartovanie odtavovania, jeho začiatok začína na menšom priereze, preto je potrebný aj menší výkon (obr. 35). Odtavením úkosov sa prierez síce zväčší, ale čelá sú už nahriate, takže nároky na výkon sa tým kompenzujú.
Typy a tvary spojov
Podobne ako pri stykovom stláčacom zváraní, aj tu sa prevažne používajú tupé spoje. Zásadný rozdiel je však vo veľkosti prierezov. Zvárajú sa dielce z plných alebo dutých kruhových i hranatých prierezov. Pokiaľ zvárané dielce nemajú rovnaký prierez, je výhodné ich aspoň čiastočne prispôsobiť. Dosiahne sa tým rovnomernejšia teplota. Podľa už spomenutých poznatkov sa na čelách niekedy pripravia úkosy. Ak je dĺžka odtavenia dostatočne veľká, toleruje sa aj menšia nepresnosť v úprave čiel (nemusia byť ideálne kolmé).
Okrem hlavnej skupiny tupých spojov sa používajú aj kolmé alebo šikmé spoje.
Zváracie stroje
Stykové odtavovacie zváračky majú v porovnaní so stláčacími zváračkami masívnejšiu konštrukciu. Ovládanie čeľustí je elektromechanické, pneumatické alebo hydraulické. Zvárací režim je programovateľný.
Vysokofrekvenčné zváranie
Vysokofrekvenčné zváranie /VF/ je špeciálnym druhom odporového zvárania. Keďže sa jedná o tavno-tlakový spôsob zvárania, teplo potrebné pre zváranie sa vyvíja pri prechode elektrického prúdu vo zváranom materiáli, čím dochádza k nataveniu zvarových hrán a zvarový spoj vzniká pri spolupôsobení prítlačnej sily ktorá zvarové hrany spoji. Pri zváraní sa využíva elektromagnetická indukcia a ďalšie javy, z ktorých je známy napr. povrchový tzv. (skin) efekt. Jeho podstata je v nerovnomernom rozdelení striedavého prúdu po priereze vodiča. Najvyššia hustota prúdu sa nachádza pri vonkajšom povrchu vodiča. Čím je vyššia frekvencia prúdu, tým rýchlejšie sa zväčšuje hustota prúdu smerom k povrchu vodiča.
Technológie vysokofrekvenčného /VF/ zvárania:
- bez natavenia /tlakom za tepla/
- s natavením.
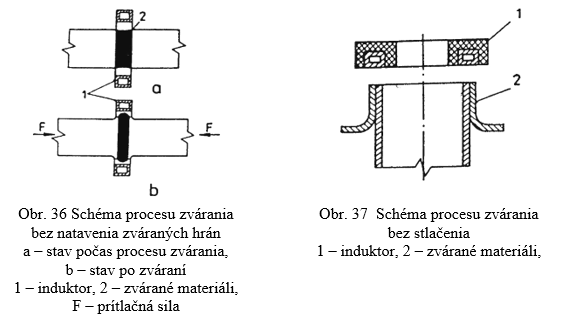
Zváranie tlakom bez natavenia (obr. 36) – Ohrev materiálu je iba na nižšiu teplotu, ako je bod tavenia. Zváranie sa dosahuje vyššou deformáciou, ktorá rozruší oxidy a vytlačí ich zo zvarového spoja. Stlačenie 2,5 až 6mm.
Tavné zváranie bez stláčania (obr. 37) – Miesto zvaru sa ohrieva na taviacu teplotu materiálu. Odporúča sa na zváranie materiálov s hrúbkou steny 0,3 až 1,5 mm /nízkouhlíkové ocele, CrNi austenitické ocele, Ti zliatiny a niektoré kombinácie kovov. Frekvencia 70 až 440 kHz a rýchlosť ohrevu 250 až 8000°C.s-1/.
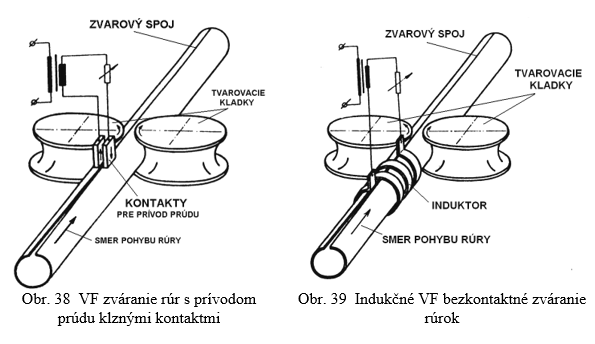
Vysokofrekvenčný prúd – cca 450 kHz sa privádza:
- kontaktne (klzný, kladkový prívod) (obr. 38),
- bezkontaktne (induktorom) (obr. 39)
Parametre VF zvárania
- rýchlosť zvárania vzv (až 60m/min) ,
- výkon P,
- frekvencia f (10 až 500kHz).
Vysokofrekvenčné zváranie je charakterizované vysokým stupňom lokalizácie energie a možnosťou zmeny parametrov v širokom rozsahu. Hĺbka prieniku prúdu, a tým aj hĺbka ohrevu závisí od prúdovej frekvencie, od vodivosti a magnetickej permeability zváraného materiálu. Výhodami technológie sú: vysoká produktivita (pri výrobe tenkostenných rúr 60m/min), vysoká kvalita zvarových spojov, možnosť automatizácie procesu zvárania, jednoduchosť a spoľahlivosť induktorov. K nevýhodám patrí obmedzenie použiteľnosti technológie pre zváranie menších hrúbok materiálov a vysoká energetická náročnosť procesu.
Zváracie zariadenia
Pre VF zváranie sa požívajú jednoúčelové automatizované zariadenia.
Aplikácia vysokofrekvenčného zvárania
Vysokofrekvenčné zváranie sa uplatňuje pri výrobe priamych a špirálových rúr do priemeru Ø 52 mm - (v súčasnosti aplikované v železiarňach Podbrezová), pri výrobe uzavretých profilov, v automobilovej výrobe pri zváraní ráfikov pre osobné automobily.








Mäsiarska 74
040 01 Košice - Old town
Slovak Republic
Contact
Department of Technology, Materials and Computer-Aided Technologies
Institute of Technology and Materials Engineering
Faculty of Mechanical Engineering
Technical University of Košice
Head of the department and director of the institute: prof. Ing. Emil Spišák, CSc.
phone: 055/602 3502
e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Secretariat: Ing. Eva Krupárová
phone: 055/602 3502
e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
https://www.facebook.com/KatPPT
