


-
Home

-
Štúdium
-
Prihlášky na štúdium
- Frontpage
Zváranie netaviacou sa elektródou v ochranných atmosférach plynov
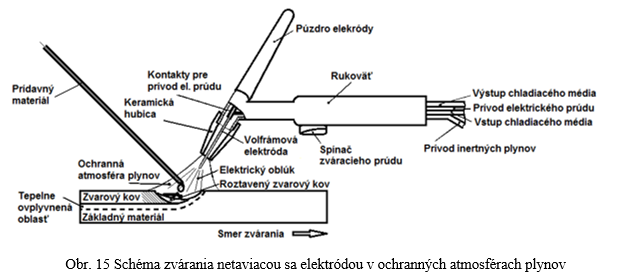
Zváranie netaviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (TIG - Tungsten Inert Gas), resp. (GTAW - Gas Tungsten Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 141 je tavnou technológiou zvárania. Elektrický oblúk pri zváraní horí medzi volfrámovou (uhlíkovou) elektródou a zváraným materiálom, v ochranných atmosférach inertných plynov (obr. 15). Inertné plyny chránia roztavený zvarový kov pred vplyvom okolitej atmosféry.
Zvárací - elektrický oblúk má dve časti. Vnútornú oblasť, ktorú tvorí plazma, v ktorej prebieha ionizácia plynu a vonkajšiu oblasť tzv. rekonbinačnú v ktorej nastáva neutralizácia kladných iónov.
Základnými parametrami zvárania sú: zvárací prúd, rýchlosť zvárania a dĺžka oblúka. Na kvalitu zvarových spojov vplýva použitá polarita zvárania, priemer a geometria hrotu netaviacej sa elektródy, vyloženie elektródy z dýzy, použitý ochranný plyn a jeho čistota a tiež zručnosť zvárača ak sa nejedná o automatizovaný spôsob zvárania.
Technológia zvárania netaviacou sa elektródou umožňuje zvárať jednosmerným, alebo striedavým prúdom.
Pri použití jednosmerného prúdu ak je elektróda katódou, zapojená na (-) pól, je zvárací oblúk tvorený prúdom elektrónov, ktoré vychádzajú z katódy smerom k zváranému materiálu a prúdu ionizovaných častíc plynu (+), smerujúcich na katódu. Jedná sa o zváranie priamou polaritou. Pri tomto zapojení 1/3 tepla je na elektróde 2/3 tepla na zváranom materiály, preto vzniká hlboký prievar, ktorý je vhodný pri zváraní vysokolegovaných ocelí /austenitických/, medi, niklu a ich zliatin. Použitý inertný plyn má iba ochrannú funkciu. V prípade ak je elektróda anódou, zapojená ja (+) pól, elektróny smerujú na elektródu a kladne nabité ióny smerujú na zváraný materiál. Jedná sa o zváranie nepriamou polaritou. Nevýhodou tohto zapojenia je že 2/3 tepla smerujú k elektróde a 1/3 na zváraný materiál, čo spôsobuje nestabilitu elektrického oblúka. Prievar materiálu je pitky a široký Použitý inertný plyn má ochrannú funkciu aj čistiaci účinok kladne nabitých iónov. Tento spôsob zapojenia nie je vhodný pre zváranie.
Zváranie striedavým prúdom sa používa pri zváraní hliníka a jeho zliatin. Využíva sa tzv. čistiaci účinok ochranných plynov. Zmena polarity zváracej elektródy pri napájaní striedavým prúdom spôsobuje vplyvom pohybu kladne nabitých iónov čistenie povrchu od ťažko taviteľných oxidov (napr. Al2O3). Zvárací oblúk sa stabilizuje riadiacou iskrou, alebo vysokofrekvenčným generátorom.
V súčasnosti je v praxi perspektívnym zváranie jednosmerným pulzujúcim zváracím prúdom. Vplyvom zváracích pulzov pri priamej polarite počas impulzného prúdu dochádza k natavovaniu materiálu a počas pôsobenia základného prúdu ku kryštalizácii zvaru. Tento operatívny spôsob zvárania umožňuje výrobu kvalitných zvarov na tenkých oceľových plechoch a fóliách a neželezných kovoch a ich zliatinách.
Elektrický oblúk sa pri TIG zváraní zapaľuje skratom, dotykom volfrámovej elektródy o povrch medenej príložky pri zváracích prúdoch do 10 A a následne oddialením elektródy o niekoľko mm. Zavárací oblúk je následné prenesený z príložky do miesta zvárania. Skrat na základnom materiály sa neodporúča z dôvodu ovplyvnenia zvarového kúpeľa volfrámom z netaviacej sa elektródy. Častejšie používaným spôsobom zapaľovania zváracieho oblúka je tzv. bezkontaktné, bezskratové, (vysokofrekvenčné) zapaľovanie oblúka pomocou ionizátora s napätím až 1000 V. Na horenie elektrického oblúka vplývajú ionizačné vlastnosti použitých ochranných plynov.
Veľkosť zváracieho prúdu sa volí na základe druhu, hrúbok a tepelnej vodivosti zváraných materiálov, polohy zvárania a zváracej rýchlosti.
Zváraciu rýchlosť pri ručnom zváraní reguluje zvárač. Pri automatizovaných spôsoboch zvárania sa používajú zváracie rýchlosti v závislosti od zváraných hrúbok materiálov v rozsahu 200 až 400mm.min-1. Pri priamej polarite je možné použiť vyššie rýchlosti zvárania ako pri zváraní na striedavým prúdom a jednosmerným pulzujúcim prúdom z dôvodu vyššej stability zváracieho oblúka. Rýchlosť zvárania tiež závisí od polohy zvárania.
Dĺžka zváracieho oblúka môže byť v rozsahu 3 a 12 mm. So zväčšovaním výšky zváracieho oblúka sa rozširuje tepelne ovplyvnená zóna zvaru a klesá účinnosť ochrannej atmosféry plynov. Krátky zvárací oblúk (3 - 6 mm) sa používa pri zváraní materiálov s nízkou tepelnou vodivosťou ako napr. vysokolegovaných ocelí, Ni, Ti a ich zliatin. Oblúk (6 - 10 mm), je vhodný pre materiály s vysokou tepelnou vodivosťou ako napr. Cu, Al a ich zliatiny. Oblúk viac ako 10mm sa používa na naváranie Cu a jej zliatin na ocele.
Ochranný plyn musí zabezpečovať účinnú ochranu zvarového kúpeľa pred negatívnym vplyvom okolitej atmosféry. Účinnosť ochrany zvaru závisí od druhu a čistoty inertného plynu, prietokového množstva a výtokovej rýchlosti z keramickej dýzy horáka. Súčasne vytvárajú priaznivé podmienky na zapálenie oblúka a jeho stabilitu počas celého zváracieho procesu. Vplývajú na tepelný výkon oblúka TIG, na formu, rozmery, celistvosť a úžitkové vlastnosti zvarových spojov.
Podľa STN EN ISO 14175 sa ochranné plyny používané pri zváraní TIG delia do troch základných skupín:
- inertné plyny (argón, hélium, zmesi argón + hélium), ktoré sú pri zváraní používané ako primárna plynová ochrana. Sem patria plyny:
Najpoužívanejším inertným plynom je Argón, ktorý nevytvára chemické zlúčeniny so žiadnym prvkom a je tepelne vodivý. Umožňuje dobré zapaľovanie zváracieho oblúka. Má vysokú stabilitu a oblúkový stĺpec dosahuje vysokú teplotu.
- Hélium ma podstatne väčšiu tepelnú vodivosť ako argón. Tepelný výkon oblúka horiaceho v héliu ja však veľmi vysoký, a používa sa pri zváraní tepelne vysokovodivých materiálov väčších hrúbok.
Pri zváraní TIG sa najčastejšie zo zmesných plynov používajú zmesi Ar - He 70/30 (70 %Ar, 30 %He), Ar - He 50/50 a Ar - He 30/70 (30 %Ar, 70 %He). So stúpajúcim obsahom hélia v zmesiach Ar + He sa zvyšuje napätie na oblúku a tepelný výkon oblúka TIG, čo sa pozitívne prejavuje na forme a rozmeroch zvaru.
- redukčné plyny zabezpečujú doplnkovú ochranu okolitých miest v blízkosti zvaru, ktoré boli zohriate na vyššiu teplotu a ktoré primárna plynová ochrana nemôže obsiahnuť. Používajú sa zmesi argónu a vodíka prípadne dusíka s vodíkom.
- nereagujúce plyny sa používajú najmä ako sekundárna ochrana u materiálov náchylných na oxidáciu a naplynenie pri zvýšených teplotách, napr. pri zváraní titánu, niklu a ich zliatin. Najčastejšie sa uplatňuje pri ochrane zohriateho materiálu na strane koreňa, ochrane zvaru počas jeho chladnutia a pod. Pre tento účel je najpoužívanejším plynom dusík.
Zváracie zariadenie pre zváranie netaviacou sa elektródou jednosmerným prúdom pozostáva zo zváracieho zdroja, ktorým je usmerňovač, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky pre reguláciu ochranných plynov a chladiaceho cyklu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zariadenie pre zváranie striedavým prúdom pozostáva so zváracieho zdroja, ktorým je transformátor, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky, stabilizátora oblúka pri zmenách polarity, batérie kondenzátorov pre zvýšenie čistiaceho efektu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zvárací horák slúži na prívod zváracieho prúdu do netaviacej sa elektródy a tiež privádza ochranné plyny do miesta zvaru. Ich rozmery sú závisle od použitého zváracieho prúdu a chladiaceho média. Najdôležitejšími časťami zváracieho horáka sú zváracia hubica (dýza), netaviaca sa elektróda a spínač zváracieho prúdu.
Hubica (dýza) horáka slúži pre laminárny, nie turbulentný prívod ochranných plynov do miesta zvárania. Hubice sú počas zvárania tepelne namáhané, preto sú vyrábané z keramiky. Sú vymeniteľné a ich tvar a geometria je volená v závislosti na zváraných hrúbkach materiálov, priemere netaviacej sa elektródy a parametroch zvárania. Vnútorný priemer dýz je v rozsahu 8 až 25 mm.
Netaviace sa elektródy sú vyrobené z ťažkotaviteľných materiálov. Pre TIG zváranie sa používajú štyri typy elektród:
- volfrámové neodtavujúce sa elektródy /vhodné pre zváranie jednosmerným aj striedavým prúdom/.
- volfrámovo - tóriové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť, ako elektródy z čistého volfrámu.
- volfrámovo - zirkónové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť. Sú pomerne drahé.
- uhlíkové neodtavujúce sa elektródy, vhodné sú pre zváranie medi v atmosfére dusíka. Nevýhodou je ich slabá možnosť zaťaženia elektrickým prúdom.
Vzhľadom k vysokému tepelnému namáhaniu zváracích elektród je potrebné ich ochladzovanie dofukom ochranného plynu aj po zhasnutí elektrického oblúka. V závislosti od typu spoja sa používa vyloženie elektródy z dýzy v rozsahu 1,5 až 3 násobok priemeru elektródy. Koniec netaviacej sa elektródy je z dôvodu udržania stabilného zváracieho oblúka upravený do kužeľa s vrcholovým uhlom 30 až 120º.
Zvárací horák je potrebné z dôvodu udržiavania stabilného zváracieho oblúka chladiť vzduchom resp. vodou.
Prídavné materiály pre zváranie
Prídavné materiály pre TIG zváranie sú vo forme:
- zváracích tyčiek, ktoré sa používajú pri ručnom zváraní. Priemer zváracích tyčiek je f 1 až 8 mm, ich dĺžka je 600 až 1000 mm. Pre naváranie sa používajú aj rúrkové tyčky.
- zváracích drôtov používaných pri mechanizovanom zváraní. Zváracie drôty majú priemer f 0,8 až 2,4 mm pre zváranie a pre naváranie max. f 5 mm.
Prídavné materiály pri TIG zváraní plnia viacero funkcii. Ich úlohou je doplniť objem zvarového kúpeľa a vytvoriť zvar požadovaného tvaru a prierezu, legovať zvarový kov prísadami, prípadne kompenzovať straty spôsobené vypaľovaním prvkov vo zváracom oblúku a vylepšiť tým jeho celistvosť a úžitkové vlastnosti (napr. odolnosť voči vzniku trhlín a dutín), dezoxidovať zvarový kúpeľ, zlepšiť formovanie zvaru a pod. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1. Pri ručnom TIG zváraní sa tak ako pri zváraní plameňom používa ľavosmerné a pravosmerné zváranie. Zváranie netaviacou sa elektródou sa používa pri zváraní tenkých oceľových plechov, plechov z Al a jeho zliatin, kde sa pri zváraní uplatňuje čistiaci účinok striedavého prúdu. Zvárať je možné s použitím, ale aj bez použitia prídavných materiálov, čo je vhodné pri opravách a renováciách strojových súčiastok.
Zváranie taviacou sa elektródou v ochranných atmosférach plynov
Zváranie taviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), resp. (GMAW - Gas Metal Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 131, resp. 135 a pre rúrkové drôty 136 je tavnou technológiou zvárania. Elektrický oblúk horí medzi koncom kontinuálne podávanej taviacej sa elektródy a základným materiálom v ochrannej atmosfére inertného plynu, resp. aktívneho plynu. (obr. 13).
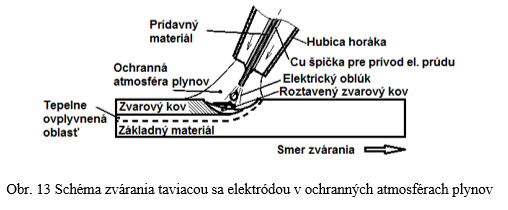
V elektrickom oblúku dochádza primárne k ionizácii kovových výparov zo základného a prídavného materiálu a až sekundárne k disociácii a ionizácii ochranných plynov.
Metalurgia zvárania MIG/MAG
Použitý druh ochrannej atmosféry plynov významnou mierou vplýva na kvalitu zvarových spojov a metalurgické deje počas zvárania. Kým pri metóde MIG sa v oblasti zvaru nachádza inertná atmosféra nepodlieľajúca sa na metalurgických (oxidačno -redukčných) procesoch a plyn plní výlučne ochrannú funkciu zvarového kovu pred negatívnym vplyvom okolitej atmosféry, pri metóde MAG sa plyn aktívne podieľa na metalurgických procesoch zvárania. Aktívnym plynom používaným pri metóde MAG je CO2, ktorý má najsilnejší oxidačný účinok. Oxid uhličitý v oblasti vysokých teplôt disociuje, pričom sa predpokladá existencia voľných atómov kyslíka. Stupeň disociácie závisí od teploty. Úplná disociácia nastáva pri teplote 6500° K. Plyn v styku s kvapkami má nižšiu teplotu preto nastáva iba čiastočná disociácia. Voľný kyslík reaguje s kvapkami roztaveného kovu, pričom sa uvoľňuje teplo. V oblasti oblúka sa nachádza aj vlhkosť ktorá spôsobuje vznik vodných pár.
V tekutom kove prebiehajú oxidačné procesy intenzívnejšie v elektrickom oblúku ako v roztavenom zvarovom kove. Pri týchto procesoch dochádza k vypaľovaniu prvkov podľa ich afinity ku kyslíku. V závislosti od afinity ku kyslíku sa je možné chemické prvky v prídavných materiáloch rozdeliť na aktívne a stabilné. Aktívne (rýchlo reagujúce) sú C, Zr, Ti, Al, V, Si, Mn. Stabilnými (pomaly reagujúcimi) sú Cr, Fe, Mo, Ni, Cu. Rýchlosť tuhnutia zvarového kovu by mala umožniť uniknúť CO z roztaveného zvarového kovu. Dezoxidačnými činidlami pridávanými do prídavných materiálov sú Mn, Si a Al, ktoré zabezpečuje jemnozrnnosť štruktúry najmä pri zváraní jemnozrnných ocelí.
Pri MAG zváraní v čistom CO2 dochádza až k 50% prepalu pôvodného obsahu u prvkov ako Zr, Ti, Al.
Parametre zvárania MIG/MAG
Zvárací prúd - pri zváraní sa používa jednosmerný prúd. So zvyšujúcim prúdom sa zväčšuje hĺbka prievaru, prevýšenie zvaru, šírka húsenice a súčiniteľ roztavenia. Pre zváranie Al a jeho zliatin sa používa striedavý prúd, kde sa uplatňuje čistiaci účinok prúdu. Veľkosť zváracieho prúdu je priamo úmerná rýchlosti odtavovania drôtu.
Polarita pri zváraní v ochranných atmosférach MIG, MAG sa používa nepriama polarita (+ pól na zváracom drôte). Pri priamej polarite (- pól na zváracom drôte) je menší prievar, väčší rozstrek a menšia stabilita elektrického oblúka, čo je pre zváranie nevhodné.
Napätie oblúka - pri zvyšovaní oblúka rastie dĺžka oblúka a kontrakčný účinok okolitých plynov na oblúkový stĺpec a anódovú škvrnu. Zintenzívňujú sa chemické reakcie a frekvencia odkvapkávania. So zvyšovaním napätia oblúka sa zvyšuje aj množstvo nečistôt vo zvarovom kúpeli, zvar je menší, húsenica širšia a súčiniteľ roztavenia klesá. Nízke napätie oblúka spôsobuje prevýšenie prechodu zvar - základný materiál.
Rýchlosť zvárania - vplýva na tvar kráteru vo zvarovom kúpeli, napätia, deformácie a šírku zvarovej húsenice. Pri ručnom zváraní je rýchlosť zvárania v rozsahu 100 až 600 mm.min-1, pri automatizovanom spôsobe až 1200 mm.min-1.
Vyloženie zváracieho drôtu je vzdialenosť drôtu od jeho výstupu z kontaktnej koncovky po oblúk. Náhle zmeny vyloženia elektródy počas zvárania vplývajú nepriaznivo na stabilitu zváracieho procesu. Veľké vyloženie drôtu má negatívny vplyv na efektívnosť ochrannej atmosféry plynov. Malé vyloženie drôtu spôsobuje prehrievanie a znečistenie hubice horáka rozstrekom zvarového kovu.
Vzdialenosť hubice horáka (plynovej dýzy) je pri zváraní v rozsahu 15 až 25 mm.
Uhol sklonu, ktorý zviera os horáka so smerom pohybu horáka.
Uhol odklonu, ktorý zviera rovina pohybujúceho sa horáka s vertikálnou rovinou.
Ochranný plyn sa skladá z viacatomových molekúl, ktoré oblúk ochladzujú. V jeho bezprostrednej blízkosti nastáva dislokácia molekúl na atómy a k tomu je potrebné veľké množstvo tepla, ktoré sa odoberá z oblúka. Druh ochranného plynu vplýva na tvar a rozmery zvaru. Výtok plynu má byť laminárny (nie turbulentný), aby neprisával vzduch do ochrannej atmosféry. Pri zvyšovaní prietoku klesá súčiniteľ roztavenia. Ochranné plyny pre zváranie sú klasifikované v zmysle STN EN ISO 14175.
Povrch zváraného materiálu vyžaduje rovnakú čistotu ako pri iných technológiách zvárania. Zvarové plochy sú pripravené trieskovým obrábaním. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1.
Pri ručnom zváraní sa tak ako pri zváraní plameňom používa ľavosmerné zváranie (dopredu), ak je uhol sklonu horáka väčší ako 90º a pravosmerné zváranie (dozadu), kde uhol sklonu horáka je menší ako 90º, vhodné pre zváranie tenkých plechov krátkym oblúkom vo vodorovnej polohe zhora (PA - STN ISO 6947). Pri dlhom oblúku sa aplikujú oba spôsoby zvárania.
Zmenou zváracieho prúdu a zváracieho napätia dochádza k zmene zváracieho oblúka, tiež prenosu roztaveného prídavného materiálu. čo je prezentované na obr. 14. Prenos kovu závisí od zváracieho prúdu, prúdovej hustoty, napätí v oblúku, druhu zváracieho prúdu, polarity, druhu a priemeru elektródy a druhu ochranného plynu.
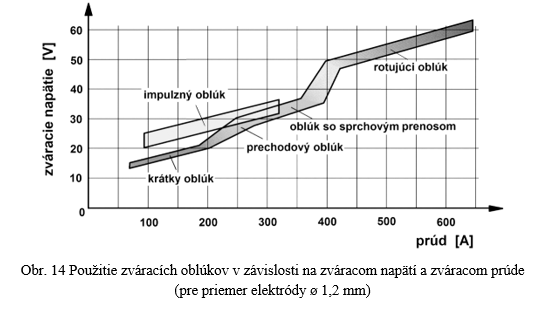
Na druh zváracieho oblúka vplýva, druh použitého ochranného plynu, hrúbka zváraného plechu a pozícia zvaru.
Prenos kovu pri zváraní jednosmerným prúdom nepriamou polaritou môže byť:
- skratový prenos - (tzv. máčavý prenos), alebo prenos krátkym oblúkom prebieha pri zváracom napätí od 14 do 20 V. Používa sa pri zváraní tenkých plechov, zváraní v polohách a zváraní koreňa. Prechod materiálu nastáva v skrate v oblúku o dĺžke cca. 3mm s nepatrným rozstrekom. K oddeľovaniu kvapiek kovu dochádza tzv. pinch-efektom.
- poloskratový prenos vzniká pri zváracom napätí od 18 do 28 V. Vyšší tepelný výkon oblúka poskytuje väčší zvarový kúpeľ a lepšie formovanie zvaru v porovnaní so skratovým prenosom.
- prenos voľným letom (tzv. bezskratový prenos) prebieha pri zváracom napätí od 25 do 35 V pri dĺžke oblúka cca. 6 mm. Rozmery a frekvencia kvapiek taviacého sa prídavného materiálu závisia na veľkosti zváracieho prúdu, chemickom zložení materiálu, ochrannom plyne a priemere elektródy.
Prenos voľným letom sa v závislosti na prúdovej hustote delí na:
- kvapkový prenos kovu prebiehajúci pri prúdovej hustote nižšej ako je medzná prúdová hustota pôsobením gravitačných síl. Používa sa pri zváraní väčších hrúbok plechov z Al a jeho zliatin v inertných atmosférach plynov.
- kombinovaný kvapkový a sprchový prenos prebieha pri hodnotách medznej prúdovej hustoty. Je najčastejšie používaným typom prenosu pri zváraní oceľových plechov.
- sprchový prenos prebieha pri vysokej prúdovej hustote vďaka pôsobeniu elektromagnetických síl. Prenos kovu prebieha veľkou rýchlosťou kvapiek malých rozmerov. Je vhodný pri zváraní väčších hrúbok v ochranných atmosférach zmesných plynov a Ar. V ochrannej atmosfére CO2 je neuskutočniteľný.
- impulzný prenos vzniká pri pulzujúcom prúde. Pri striedaní základného a impulzného prúdu. Veľkosť kvapiek závisí od frekvencie, ktorá je v rozsahu 25 až 300 Hz. Výhodou jeho použitia je vysoká stabilita horenia oblúka, malý rozstrek. Je vhodný pre zváranie tenkých plechov, zváranie v polohách a koreňových zvarov. Použitie impulzného oblúka v ochrannej atmosfére CO2 nie je možné.
- prenos kovu rotujúcim oblúkom (označovaný tiež ako T.I.M.E vzniká pri použití vysokých zváracích prúdov (nad 450 A) a zváracieho napätia nad 48 V. Je charakteristický vysokým odtavovacím výkonom. Aplikuje sa pri zváraní materiálov veľkých hrúbok a naváraní v ochranných atmosférach zmesných plynov s héliom.
Zváracie zariadenie pre zváranie taviacou sa elektródou v ochranných atmosférach plynov pozostáva so zdroja zváracieho prúdu, ktorým sú usmerňovače a invertory dodávajúce jednosmerný prúd resp. transformátory pre striedavý prúd. Z konštrukčného hľadiska môžu byť točivé a častejšie používané netočivé. Pre mechanizované spôsoby zvárania majú plochu voltampérovú charakteristiku. Zariadenie sa skladá zo zásobníka prídavného materiálu, kde je prídavný materiál navinutý na cievke, oceľových tlakových fliaš s ochranným plynom, regulačných ventilov, mechanizmu pre podávanie prídavného materiálu, riadiacej jednotky zabezpečujúcej pracovný cyklus, chladiacej jednotky zabezpečujúcej chladenie zváracieho horáka (plynom, vodou), zváracieho horáka, zváracích vodičov, hadíc na prívod plynu a chladiaceho média do horáka.
Prídavné materiály pre zváranie
Zváracie drôty pre zváranie v ochranných atmosférach sú dodávané navinuté na cievkach od 1do 50 kg. Z hľadiska povrchovej úpravy je potrebné, aby zvárací drôt nemal na povrchu hrdzu, mastnoty po ťahaní a nebol poškodený, čo by mohlo spôsobovať výkyvy v procese zvárania. Plné drôty sú dodávané v priemeroch f 0,6; 0,8; 1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4 mm. Pri zváraní v ochranných atmosférach plynov sa v čoraz väčšej miere uplatňujú rúrkové drôty umožňujúce vyššiu produktivitu zvárania, zlepšujú formovanie zvaru a vrstva trosky na povrchu zvaru spomaľuje jeho ochladzovanie. Prídavné materiály pre zváranie v ochranných atmosférach sú normalizované podľa STN EN ISO 14341. Technológia zvárania v ochranných atmosférach plynov taviacou sa elektródou má v strojárskom priemysle široké uplatnenie. Jedná sa o automatizovaný spôsob zvárania, ktorého výhodou je kontinuita procesu zvárania vďaka prídavným materiálom navinutých na cievkach umožňujúca jeho automatizáciu a vysoká kvalita zvarov. Umožňuje zváranie tenkých aj hrubých nelegovaných, ale aj vysokolegovaných oceľových plechov, tiež neželezných kovov.
Zváranie plameňom
Plameňové zváranie (metódou 311) je tavné zváranie, pri ktorom je zdrojom tepla pre roztavenie zváraného a prídavného materiálu plameň, v ktorom horí zmes horľavého plynu s plynom podporujúcim horenie.
Plyny používané pre zváranie
- horľavé plyny
- horenie podporujúce plyny
Horľavé plyny sú plyny, ktoré horia za prítomnosti vzduchu alebo kyslíka. Okrem vodíka a oxidu uhoľnatého sú horľavými plynmi uhľovodíky, z ktorých najznámejšie sú prezentované v tabuľke 4.1.
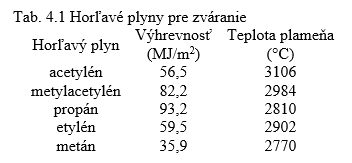
Acetylén (C2H2) je plynný horľavý uhľovodík charakteristického zápachu. Je bezfarebný, nejedovatý plyn, ľahší ako vzduch. V praxi najpoužívanejší plyn pre zváranie, z dôvodu najvyššej teploty plameňa. S kyslíkom a so vzduchom tvorí výbušnú zmes v širokom rozmedzí koncentrácie. Jeho teplota vzplanutia je 305°C. Vyrába sa rozkladom z karbidu vápnika pôsobením vody vo vyvíjačoch. Molekula acetylénu je málo stabilná. Pri požiari alebo tlakovom ráze sa rozloží na uhlík a vodík. Rast objemu pri rozklade vedie k explozívnej reakcii s možnými ničivými následkami.
Dodáva sa rozpustený v acetóne vo fľašiach ako kyslík. Na rozdiel od kyslíka fľaše nie sú vo vnútri prázdne, ale ich vypĺňa porézna látka, ktorá zastavuje možný rozklad acetylénu. Do 40l fľaše sa dodáva 18kg acetónu alebo dimetylformamid, ktoré slúžia ako rozpúšťadlo. Fľaše sa plnia na tlak 1,8 MPa. Najväčší pracovný tlak acetylénu môže byť 150 kPa.
Horenie podporujúce plyny sú vzduch a kyslík
Vzduch je zmes dusíka, kyslíka, vzácnych plynov a oxidu uhličitého. Hlavnými zložkami sú dusík (78%) a kyslík (21%). Teplota plameňa zmesi horľavého plynu so vzduchom je na zváranie nedostatočná, ale nachádza široké využitie pri spájkovaní a ohrevoch materiálov.
Kyslík O2 je bezfarebný plyn bez chuti a zápachu, nejedovatý, podporujúci horenie. Vyrába sa delením skvapalneného vzduchu pomocou nízkoteplotnej rektifikácie a elektrolýzou vody. Kyslík sa skvapalňuje pri teplote -183 °C. Pevné skupenstvo nadobúda pri –218,9 °C.
Najdôležitejšia vlastnosť kyslíka je jeho reaktivita. Existuje len málo prvkov, s ktorými sa kyslík neviaže. Oxidačné a spaľovacie procesy prebiehajú v kyslíkom obohatenom prostredí podstatne rýchlejšie ako vo vzduchu. Pre silné oxidačné účinky nesmie prísť do styku s tukmi organického pôvodu. Radikálna oxidácia tukov môže viesť k ich vznieteniu a k explózii. Dodáva sa v plynnom alebo kvapalnom stave. V plynnom sa dodáva v oceľových fľašiach v množstve 6m3 pri tlaku 15 MPa.
Proces zvárania plameňom
Pri zváraní sa musí teplom roztaviť základný (zváraný) materiál i prídavný materiál. Potrebné teplo pre zváranie vzniká spaľovaním horľavého plynu (acetylénu) s kyslíkom.
V plameni vznikajú nasledujúce exotermické primárne a sekundárne chemické reakcie.
Primárne horenie zmesi acetylénu a kyslíka
C2H2 + O2 = 2CO + H2 + 21134,2 kJ.m-3 (4.4)
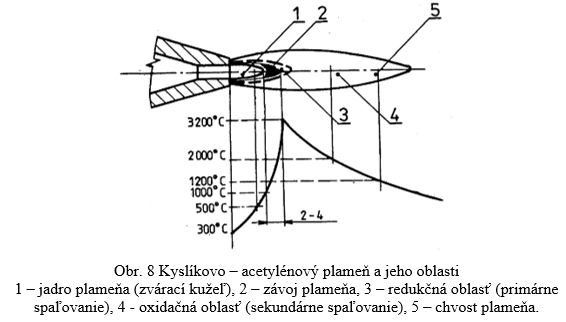
Primárna fáza horenia – tzv. nedokonalé spaľovanie. Prebieha tesne okolo povrchu kužeľového jadra plameňa. Do vzdialenosti 10mm od vrcholu jadra je oblasť plameňa s nepriaznivým redukčným účinkom na zvarový kúpeľ. Táto redukčná oblasť ochraňuje zvarový kúpeľ pred vzdušným kyslíkom.
Sekundárne chemické reakcie s okolitým prostredím, ktoré vytvárajú vonkajšiu oblasť plameňa:
CO + ½ O2 + 2N2 = CO2 + 2N2 + Q (4.5)
H2 + ½ O2 + 2N2 = H2O + 2N2 + Q (4.6)
C + ½ O2 + 2N2 = CO + 2N2 + Q (4.7)
Všetky tieto reakcie sú exotermické.
Sekundárna fáza horenia – dokonalé spaľovanie. Obklopuje redukčnú oblasť plameňa. Na spálenie splodín z tejto oblasti si priberá potrebný kyslík z okolitej atmosféry. Označuje sa aj ako oxidačná oblasť plameňa. Tvorí chvost plameňa a má na zvarový kúpeľ okysličujúci účinok.
4.5.1 Druhy kyslíkovo-acetylénového plameňa
Kyslíkovo – acetylénový plameň rozdeľujeme podľa dvoch základných hľadísk:
- podľa pomeru miešania plynov, resp. podľa množstva O2 a C2H2 v zmesi
- podľa výstupnej rýchlosti zmesi O2 a C2H2 z horáka
Podľa pomeru miešania plynov:
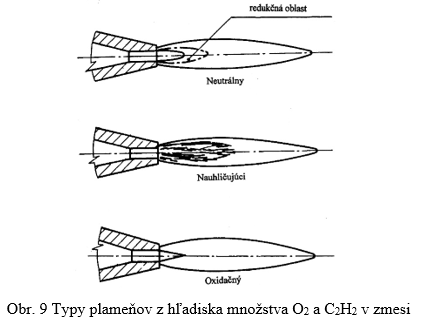
Neutrálny plameň – má pomer miešania plynov O2:C2H2 1-1,2 : 1. Zvárací kužeľ je ostro ohraničený so zaobleným koncom. Jeho použitie je najrozšírenejšie pre bežné zváranie. Nemení chemické zloženie zvarového kovu.
Redukčný (nauhličujúci) plameň – s prebytkom acetylénu, zvárací kužeľ je zakrytý bielym závojom. Dĺžka závoja závisí od prebytku acetylénu. Plameň nauhličuje zvarový kov. Zvar je krehký, tvrdý a pórovitý. Používa sa na zváranie hliníka, horčíka a ich zliatin, taktiež sa používa na naváranie tvrdých kovov a na cementovanie.
Oxidačný plameň – s prebytkom kyslíka, zvárací kužeľ je kratší a podľa prebytku kyslíka sa zafarbuje do modrofialova. Prebytočný kyslík spaľuje už oxid uhoľnatý na oxid uhličitý a redukčná oblasť sa zmenšuje, až sa úplne stratí a plameň sa stáva oxidačným. Používa sa na zváranie mosadze a niektorých bronzov.
Podľa výstupnej rýchlosti plameňa:
Mäkký - výstupná rýchlosť 70 – 100m.s-1, je nestabilný, náchylný k spätnému šľahnutiu, používa sa minimálne.
Stredný - výstupná rýchlosť 100 – 120m.s-1, je stabilný, má primeraný dynamický účinok, zaručuje dobrú akosť zvaru a dostatočný výkon.
Ostrý - výstupná rýchlosť > 120m.s-1, má veľký dynamický účinok plameňa na zvarový kúpeľ a zväčšenie tepelného ovplyvnenia. Vyšší výkon pri zváraní je na úkor akosti zvaru.
4.5.2 Spôsoby zvárania plameňom
Podľa spôsobu vedenia horáka a prídavného materiálu v závislosti od smeru zvárania rozlišujeme:
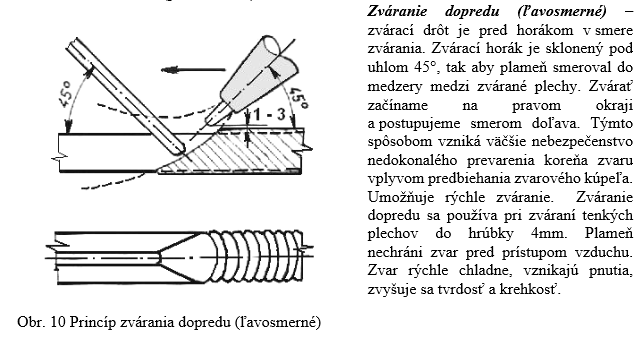
- zváranie dopredu (ľavosmerné) obr. 10
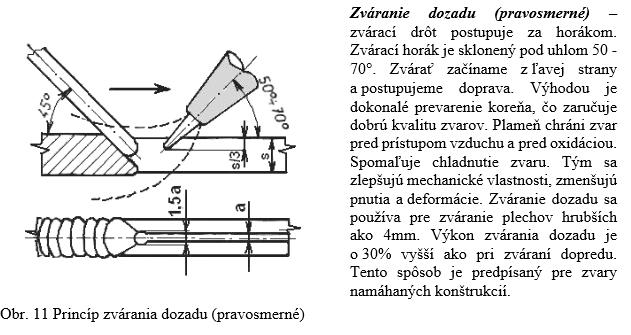
- zváranie dozadu (pravosmerné) obr. 11
Príprava zvarových plôch pre zváranie plameňom
Na kvalitu zvarových spojov má v nemalej miere vplyv aj predúprava zvarových plôch. Príprava predpokladá očistenie povrchu v mieste zvárania a vhodnú úpravu zvarových plôch v závislosti od hrúbky materiálu. Očistenie zvarových plôch sa realizuje mechanickými, a chemickými spôsobmi.
Prípravu zvarových plôch predpisuje STN EN ISO 9692-1.
Prídavné materiály pre zváranie plameňom sú definované podľa STN EN 12536
Pre zváranie plameňom sa používajú prídavné materiály vo forme drôtu dodávaného v kotúčoch alebo tyčkách metrovej dĺžky s priemerom f 1,6; 2; 2,5; 3,15; 4; 5, 6 a 8 mm.
Priemer prídavného drôtu závisí od hrúbky zváraného základného materiálu.
Prídavný materiál sa označuje napr. : drôt EN 12536 – O III
O = označenie drôtov pre zváranie plameňom
III = symbol pre chemické zloženie drôtu / od I po VI /
Ručné oblúkové zváranie
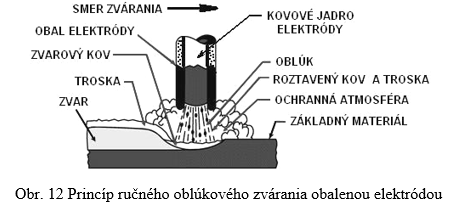
Ručné oblúkové zváranie (ROZ) obalenou elektródou, medzinárodne označované MMAW (Manual Metal Arc Welding) a podľa STN EN ISO 4063 číselne označované ako metóda 111 je tavným spôsobom zvárania. Zdrojom tepla je elektrický oblúk, ktorý počas zvárania horí medzi koncom odtavujúcej sa obalenej elektródy a základným materiálom (obr. 12). Prídavný materiál (obalená elektróda) pozostáva z kovového jadra a obalu. Počas horenia elektrického oblúka sa postupne taví a vo forme kvapiek prechádza do zvarového kúpeľa, pričom tvorí podstatný podiel zvarového kovu. Pohyb elektródy je ručný a vykonáva ho zvárač.
Metalurgické deje pri ROZ
Na prenos kovu z odtavujucej sa elektródy do zvarového kúpeľa najviac vplývajú silové účinky prúdu, chemické reakcie, povrchové napätie a dynamické sily plynov. Tieto činitele majú rozhodujúci vplyv na rozstrek zvarového kovu, hĺbku závaru a celkovú kvalitu zvarového spoja. Na základe procesu tvorby, oddeľovania a urýchľovania kvapiek kovu v oblúku môže byť prenos kovu bezskratový a skratový.
Pri bezskratovom prenose dochádza k uvoľneniu kvapiek kovu na odtavujúcom sa konci elektródy a ich premiestneniu cez elektrický oblúk do zvarového kúpeľa.
Pri skratovom prenose (charakteristickom pre ručné oblúkové zváranie) dochádza k dotyku narastajúcej kvapky roztaveného kovu z elektródy so základným materiálom skôr ako dôjde k jej odtrhnutiu od elektródy, nastáva skrat. Veľkosť kvapiek rozraveného kovu, pri zváraní závisí od veľkosti zváracieho prúdu, materiálu jadra elektródy a od obalu elektródy. Pri prechode kvapôčiek elektrickým oblúkom dochádza čiastočne k vyhorievaniu uhlíka, kremíka a mangánu. Do zvarového kovu sa dostáva nežiaduci kyslík, dusík a vodík. Množstvo tepla v zváracom procese sa spotrebuje na natavenie základného (zváraného) materiálu, prídavného materiálu (elektródy), na prehriatie a vyparenie kovu a na straty do okolia.
Parametre ručného oblúkového zvárania
Na tvar, veľkosť a kvalitu zvarového spoja vplývajú:
- veľkosť zváracieho prúdu (Iz),
- napätie oblúka (Uzv),
- typ zváracieho prúdu a polarita zapojenia,
- zváracia rýchlosť (vzv),
- obal a primer elektródy.
- hrúbka zváraného materiálu
Zvárací prúd
Jeho veľkosť závisí od priemeru elektród, zváraných hrúbok materiálu, úrovne legovania elektród, obalu elektród, polohy zvárania a geometrického tvaru úkosu v mieste zvárania.
Veľkosť zváracieho prúdu Iz v závislosti od priemeru d kovového jadra elektródy sa vypočíta zo vzťahu:
- pre elektródy s kyslím obalomIz = 50.d[A](1)
- pre elektródy s bázickým a rutilovým obalomIz = 40.d[A](2)
Nižšie zváracie prúdy asi o 10 až 30 % si vyžadujú vysokolegované elektródy (napr. austenitické), z dôvodu vyššieho elektrického odporu jadra elektród, ktorý sa prehrieva a zhoršuje funkciu obalu a taktiež aj z metalografických dôvodov (vypaľovanie legúr, vznik horúcich trhlín a pod.). Prekračovanie zváracieho prúdu nad hodnoty odporúčané výrobcom zhoršuje operatívne vlastnosti elektród a kvalitu zvarového kovu. Čím je väčší Iz, tým väčší je závar, rýchlosť odtavovania prídavného materiálu. Malý zvárací prúd znižuje stabilitu horenia oblúka, zmenšuje hĺbku závaru a znižuje produktivitu zvárania.
Zváracie napätie
Výška zváracieho napätia pri ROZ závisí od dĺžky zváracieho oblúka, jeho elektrofyzikálnych vlastností a od prúdovej hustoty. Dĺžku zváracieho oblúka nepretržite reguluje zvárač ručným prísunom elektródy v jej axiálnom smere do miesta zvaru, čím kompenzuje jej odtavovanie. Ak dĺžka oblúka poklesne pod minimálnu hodnotu lmin elektróda sa prilepí k základnému materiálu a oblúk zhasne. Ak dĺžka oblúka prekročí maximálnu hodnotu lmax, dôjde k narušeniu plynovej ochrany oblúka, vzniku pórov vo zvarovom kove, zníženiu stability oblúka (napr. fúkanie oblúka po povrchu) a následne k zhasnutiu zváracieho oblúka. Optimálna dĺžka oblúka je u elektród s kyslím obalom rovná priemeru jadra elektród a u bázických je dĺžka oblúka rovná 0,5 násobku priemeru jadra elektród. Pri zváraní elektródami s bázickým obalom sa používa napätie 20 až 25 V, u elektród s kyslím obalom 28 až 32 V.
Typ zváracieho prúdu a polarita elektród
Pri zváraní môže byť použitý:
- jednosmerný prúd (najpoužívanejší pri ROZ),
- striedavý prúd.
Elektródy bázické a rutilové pre nehrdzavejúce materiály sa pripájajú na kladný pol, (nepriama polarita). Bežné rutilové a kyslé elektródy sa pripájajú na záporný pól, (priama polarita).
Pri nepriamej polarite sa potláča premiešanie zvarového kovu so základným materiálom. Pri priamej polarite dochádza k väčšej hĺbke závaru.
Zváracia rýchlosť
Rýchlosť pohybu elektródy má veľký vplyv na kvalitu zvaru. Spolu so zváracím prúdom a napätím priamo súvisí s merným tepelným príkonom zvárania, ktoré má rozhodujúci vplyv na deformácie a zvyškové napätia vo zvaroch. Rýchlosť zvárania nepriamo súvisí aj s veľkosťou zvarového kúpeľa, druhu a priemeru elektród. Pri veľkej rýchlosti zvárania vzniká tenká pórovitá húsenica s množstvom vmiešanín a nedostatočným prievarom. Pri pomalej rýchlosti zvárania nastáva prehriatie roztaveného kovu a veľké tepelné ovplyvnenie zváraného materiálu. V praxi sa využíva rozkyv elektródy do strán, čím sa tepelný príkon zvárania rozkladá do strán na väčšiu plochu materiálu. Rýchlosť posuvu elektródy do zvaru závisí od rýchlosti odtavovania elektródy.
Priemer elektródy
Priemer elektródy úzko súvisí so zváracím prúdom. Pri jej voľbe je potrebné zohľadniť:
- hrúbky zváraných materiálov - (priemer elektródy má byť menší ako hrúbka zváraných materiálov),
- polohu zvárania - (v polohách PC, PD, PE, PF problémy pri formovaní zvarového kovu, pre bazické a rutilové elektródy sa zvára s priemerom max. 4 mm a pre kyslé elektródy max. 3,2 mm),
- požadovanú produktivita zvárania - (volia sa väčšie priemery elektród a zvára sa v polohe PA),
- dostupnosť elektródy do miesta zvaru,
- šírku koreňovej medzery - (na koreňové vrstvy sa používajú prevažne menšie priemery elektród)
Elektrický oblúk sa zapáli dotykom (skratovaním) elektródy na zváraný materiál a oddialením. Držanie a vedenie elektródy závisí od podmienok zvárania.
Prídavné materiály pre ručné zváranie elektrickým oblúkom
Elektródy pre ručné oblúkové zváranie sa volia podľa toho aký účel má zvarový kov plniť, (nosné zvary, návary špeciálnych vlastností, umelecké účely a pod). Pre spojovacie zvary sa volia elektródy, ktoré vytvoria zvarový kov podobných, resp. rovnakých vlastností ako zvárané materiály. Na zváranie elektrickým oblúkom sa používajú (hrubo, stredne a tenko) obalené elektródy.
Elektróda pre ROZ pozostáva z jadra a obalu. Jadro tvorí drôt vyrobený napr. z nelegovanej, nízkouhlíkovej ocele pre skupinu nelegovaných, resp. nízkolegovaných elektród, alebo austenitická oceľ typu 18/8 (Cr/Ni) pre skupinu austenitických elektród. Podmienku použitia elektród rovnakého alebo podobného chemického zloženia ako má zváraní materiál umožňuje splniť najmä chemické zloženie obalu elektródy.
Výroba obalených elektród
Jadrový drôt sa vyrába ťahaním cez prievlaky na predpísaný rozmer. Drôt sa morí aby sa odstránili okoviny, nečistoty a mastnoty po ťahaní. Je rovnaný a následné strihaný na normalizované dĺžky. Na drôty sa lisovaním, alebo máčaním nanáša obalová látka, ktorá sa skladá z (ionizačných, plynotvorných a troskotvorných) zložiek, ktoré sú rozdrvené na predpísanú zrnitosť. Tie sú spojene spojivami (vodným sklom, škrobom a gelom) do hustej hmoty. Na elektródach sa kontroluje excentricita naneseného obalu, následne sa elektródy sušia, označujú a balia.
Obal elektródy má tieto funkcie:
- Elektrickú - do obalu sa dodávajú ionizačné látky ktoré zlepšujú zapálenie elektrického oblúka a stabilizujú jeho horenie. Do obalu sa pridávajú prvky zvyšujúce ionizáciu elektrónov : K, Na, Ca, Al a oxidy titánu. Na stabilitu elektrického oblúka negatívne vplýva fluór, ktorý pohlcuje voľné elektróny.
- Fyzikálnu - zabezpečuje ochranu roztaveného kovu pred prístupom O2 a H z okolitej atmosféry, spomaľuje ochladzovanie zvarového kovu, uľahčuje zváranie v polohách. Upracuje povrchové napätia zvarového kovu pokrytého troskou, čím prispieva k lepšiemu formovaniu zvarového kovu.
- Metalurgickú – chráni roztavený kov pred účinkami okolitej atmosféry plynov vytvorením ochranného prostredia CO2, čiastočne CO. Táto ochrana vzniká pri tepelnej disociácii uhličitanov (CaCO3, MgCO3, BaCO3) podľa rovnice CaCO3 = CaO + CO2, alebo tepelnou disociáciou organických látok, napr. celulózy. Zabezpečuje dezoxidáciu zvarového kovu prvkami (Mn, Si, Ti, Al, Zr) s vyššou afinitou ku kyslíku ako má Fe. Umožňuje rafináciu zvarového kovu, znížením obsahu S a P pomocou Ca prípadne Mn. Zlúčeniny CaS a MnS majú vhodnejšiu morfológiu vo zvarovom kove ako FeS. Poslednou najdôležitejšou metalurgickou úlohou obalu je dolegovanie zvarového kovu prvkami (C, Mn, Si, Cr, Mo, Ni, V, Al atď.) Pomocou týchto legujúcich prvkov je možné upraviť chemické zloženie zvarového kovu, ktoré bude zodpovedajúce chemickému zloženiu zváraných materiálov.
- Od trosky sa požaduje jej ľahká odstrániteľnosť z povrchu zvarových húseníc (predovšetkým v koreni zvarových spojov), menšia merná hmotnosť voči zvarovému kovu, nižšia teplota tavenia a dobá viskozita pri pokrývaní zvarovej húsenice.
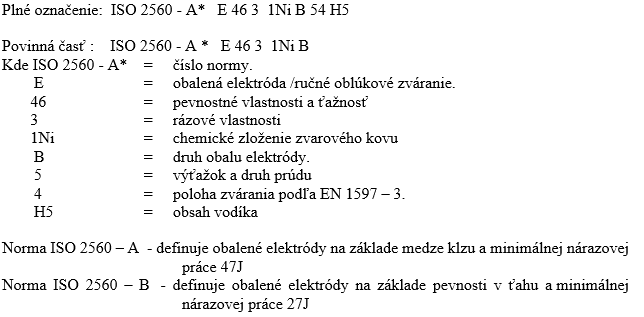
Druhy obalených elektród pre ROZ definuje STN EN ISO 2560
A = kyslý obal
C = celulózový obal
R = rutilový obal
RR = hrubý rutilový obal
RC = rutilovocelulózový obal
RA = rutilovokyslý obal
RB = rutilovobázický obal
B = bázický obal
Elektródy s kyslým obalom (A) – obal obsahuje SiO2, oxidy železa a feromangan. Pri zváraní elektróda dáva riedko tečúci kov, čo je nevhodné pri zváraní v polohách. Zvarový kov má z dôvodu vysokého obsahu O2 a oxidov najhoršie plastické vlastnosti a húževnatosť v porovnaní s bázickým a rutilovým zvarovým kovom. Zvára sa vyššou prúdovou hustotou ako pri elektródach s obalmi B a R, čo spôsobuje hlboký prievar a vyššia rýchlosť zvárania. Vhodné pre zváranie jednosmerným (elektróda na - pól) aj striedavým prúdom.
Elektródy s organickým obalom (celulózovým) (C) – obal obsahuje celulózu, dextrín, škrob, rašeliny a iné organické látky. Pri zváraní vzniká väčšie množstvo ochranného plynu s malým množstvom trosky. Sú to elektródy určené pre zváranie plynovodov, umožňujú vysokú rýchlosť zvárania v polohe PG. Elektródy obsahujú relatívne vysoké množstvo H2 v obale a sú náchylné na vlhnutie. Zvarový kov má horšie plastické vlastnosti než bázické elektródy. Prednosťou elektród je vysoká rýchlosť zvárania.
Elektródy s rutilovým obalom (R) – obal obsahuje rutil (TiO2). Elektródy sú vhodné pre zváranie vo všetkých polohách. Vyžadujú si krátky zvárací oblúk a správne nastavené parametre zvárania. Rutil zlepšuje podmienky ionizácie pri zapaľovaní oblúka, čo sa využíva najmä pri stehovaní. Dobrá ionizácia umožňuje zvárať striedavým prúdom. Pre zváranie jednosmerným sa elektróda pripája na + pól.
Elektródy s bázickým obalom (B) – obal obsahuje zásadité látky (uhličitan vápenatý, fluorid vápenatý – kazivec, ferozliatiny a pod). V praxi najpoužívanejší typ elektródy. Zvarový kov je husto tekutý, čo umožňuje zváranie vo všetkých polohách. Zvarový kov má vysokú húževnatosť. Vhodné pre zváranie jednosmerným prúdom (elektróda na + pól). Elektródy sú citlivé na vlhkosť v obale, ktorá môže pri nedostatočnom presušení obalu spôsobovať pórovitosť zvaru.
Elektródy s prechodovými typmi obalov (RR, RC, RA, RB) – umožňujú získať kompromisné vlastnosti jednotlivých základných typov obalov. Poskytujú možnosti zvyšovania pevnostných vlastností so zvyšovaním operatívnych vlastností a pod.
Všetky obalené elektródy sú citlivé na atmosférickú vlhkosť, preto ich treba pred zváraním výrobcom predpísanú dobu sušiť v sušičke.
Normalizované rozmery elektród:
Priemery jadier obalených elektród: f 2,0; 2,5; 3,15; 4; 5; 6,3; 8 mm
Dĺžky elektród: 200; 250; 300; 350; 450 mm
Označovanie elektród pre ROZ
Príprava zvarových plôch
Zvarové plochy sú na predpísané tvary pripravované trieskovým obrábaním /sústružením, frézovaním, hobľovaním, brúsením a pod./, alebo rezaním kyslíkovo-acetylénovým plameňom. Základný materiál pred zváraním, pokiaľ nebol zbavený všetkých mastnôt po trieskovom obrábaní, alebo nečistôt, je potrebné dôkladne odmastiť a otryskať v miestach budúceho zvaru. Zvarové plochy sa tryskajú korundom. Mastnoty a nečistoty vo zvarovom kove negatívne ovplyvnia kvalitatívne (pevnostné) vlastnosti zvaru.
Prípravu zvarových plôch predpisuje STN EN ISO 9692-1“ Zváranie a príbuzné procesy. Odporúčania na prípravu spojov. Časť 1: Ručné oblúkové zváranie, zváranie v ochrannej atmosfére, zváranie plynom, zváranie TIG a zváranie ocelí lúčom“.
Pre hrúbky plechov do 3 mm sa používajú jednostranné zvary bez úkosov. Ak je možné zvárať z oboch strán dá sa zvárať bez úkosov do hrúbok 6mm. Pri použití hlbokozávarových elektród je možné tieto parametre zdvojnásobiť. Pri voľbe úkosov V, X, U, rozhoduje hrúbka materiálu, dostupnosť a veľkosť zvaru.
Zvariteľnosť materiálov
Zvariteľnosť je definovaná ako spôsobilosť materiálu vytvoriť zváraním pri určitých technologických podmienkach, zvarové spoje požadovaných vlastností. Zvariteľnosť sa všeobecne hodnotí posudzovaním degradácie celistvosti a vlastností zvarového spoja v porovnaní s neovplyvneným základným materiálom. Vlastnosti, ktoré sú pre hodnotenie degradácie smerodajné sa považujú za ukazovatele zvariteľnosti.
Na hodnotenie zvariteľnosti používajú dve skupiny ukazovateľov:
- Ukazovatele celistvosti zvarových spojov, charakterizujúce odolnosť zvarových spojov voči vzniku trhlín a iných neprípustných chýb.
- Ukazovatele vlastnosti zvarových spojov, charakterizujúce zmeny jednotlivých vlastností kovu v oblasti zvarového spoja v dôsledku zvárania.
Ukazovatele celistvosti zvarových spojov rozlišujeme podľa štyroch základných typov trhlín na:
a) Horúce trhliny, označované tiež ako trhliny za tepla, sú trhliny, ktoré vznikajú pri ochladzovaní zvarových spojov pri vysokých teplotách. V oceliach vznikajú nad teplotou 850 °C. Podľa súčasnej klasifikácie rozlišujeme tri typy horúcich trhlín vo zvarových spojoch.
- kryštalizačné (solidifikačné) vznikajú vo zvarovom kove v priebehu jeho tuhnutia (kryštalizácie),
- likvačné - vznikajú vo vysoko vyhriatom (podhúsenicovom) pásme teplom ovplyvnenej oblasti základného materiálu, alebo aj zvarového kovu pri viac húsenicovom zvare,
- polygonizačné, označované tiež ako trhliny z poklesu ťažnosti, môžu vznikať rovnako ako likvačné v teplom ovplyvnenej oblasti základného materiálu alebo zvarového kovu a pri nižšej teplote (~850°C). Polygonizačné trhliny sú však charakteristické len pre vysokolegované austenitické ocele a Ni-zliatiny.
b) Studené trhliny nazývané tiež vodíkom indukované trhliny, ak vznikajú po určitom čase od skončenia zvárania nazývajú sa oneskorené trhliny) – vznikajú pri teplotách pod 300°C v TOO a v jedno a viac vrstvových spojoch vyššej pevnosti. Pravdepodobnosť ich vzniku stúpa prítomnosťou martenzitických a bainitických štruktúr vo zvarovom kove či TOO. Ich vzniku pomáha vysoká koncentrácia vodíka v ZK a TOO, do ktorých sa H dostáva z tuhosť upnutia, ktorá po zváraní vyvolá vznik kontrakčných napätí vo zvarovom spoji.
c) Lamelárne trhliny sú typom defektu v oblasti zvarového spoja, ktorý sa môže vyskytnúť vtedy, ak je oblasť TOO namáhaná pri zváraní v smere hrúbky plechu. Tieto trhliny sa väčšinou vyskytujú na konci TOO alebo v základnom materiáli. Trhliny majú kaskádovitý (stupňovitý) tvar, väčšinou rovnobežný s povrchom plechu. Môžu v oblasti zvarových spojov iniciovať dvoma spôsobmi:
1 exogénne, z defektu iného typu, napr. z horúcej mikrotrhliny,
2 endogénne, ak vzniká následkom vysokého namáhania v smere osi z štiepenia.
d) Žíhacie trhlinysú interkryštálové trhliny vo vysokovyhriatom pásme teplom žíhania zvarových spojov na zmenšenie vnútorných napätí. Rozlišujú sa dva základné typy žíhacích trhlín:
1.nízkoteplotné – (vyskytujú sa v rozsahu 200°C až 300°C) ,
2.vysokoteplotné - (vyskytujú sa pri teplotách nad 300°C), ich príčinou je vyčerpanie plasticity kritickej zóny teplom ovplyvnenej oblasti v priebehu žíhania, presnejšie, v priebehu relaxácie zvyškových napätí. Špeciálnym prípadom vysokoteplotných žíhacích trhlín sú podnávarové trhliny, ktoré sa prednostne vyskytujú v hrubozrnnej teplom ovplyvnenej oblasti vyhriatej vplyvom susedného návaru na teplotu tesne pod ACl. Sú orientované pod uhlom 45 až 90° k smeru navárania. Vznikajú počas navárania páskovou austenitickou elektródou.
Vo zvarových spojoch vznikajú prevažne kombinácie trhlín napr. likvačné + studené, likvačné + žíhacie alebo studené a lamelárne. Aké ukazovatele celistvosti zvarových spojov je potrebné skúšať pre jednotlivé triedy tvárnych ocelí (tr. 10 až 17) a odliatky, (tr. 42 6 až 42 9).
Ukazovatele mechanických vlastnosti zvarových spojov sú:
- pevnosť zvarového spoja,
- vrubová húževnatosť a jej prechodová teplota v teplom ovplyvnenej oblasti,
- tvrdosť zvarového spoja.
Okrem ukazovateľov mechanických vlastností sem patria aj ukazovatele špeciálnych vlastnosti zvarových spojov:
- odolnosť proti krehkému lomu,
- únavové charakteristiky,
- korózna odolnosť,
- odolnosť proti radiačnému poškodeniu,
- žiaropevné a žiaruvzdorné vlastnosti a pod.
Zvarové spoje musia byť celistvé. Najnebezpečnejšími necelistvosťami sú trhliny, ktoré pôsobia svojím vrubovým účinkom ako koncentrátory napätia a môžu sa šíriť ďalej náhle (krehký lom) alebo postupne (únavový lom).
Zvariteľnosť ocele je veľmi dobrá, ak je možné jednoducho, bez obmedzujúcich podmienok získať zvarové spoje požadovaných vlastností. Naopak, ak pri zváraní musíme použiť obmedzujúce podmienky (predhrev, limitovanie merného tepelného príkonu atď.), hovoríme, že materiál má obmedzenú zvariteľnosť.
Zvariteľnosť je možné rozdeliť na:
- Metalurgickú – z hľadiska fyzikálnych, chemických, metalurgických a metalografických zmien, vyvolaných zváracím tepelným cyklom. Rozhodujúci vplyv na zvariteľnosť má chemické zloženie zváraného materiálu.
- Technologickú – vplyv konkrétnej zváračskej technológie a jej parametre (spôsob zvárania, prídavné materiály, tepelný príkon, postup kladenia vrstiev zvaru, tepelný režim zvárania, tepelné spracovanie zvarového spoja).
- Konštrukčnú – patrí sem hrúbka zváraného materiálu, umiestnenie, veľkosť, tvar zvaru, tvar a príprava zvarových plôch, podmienky stavu napätosti, deformácií, pnutí a pod.
- Operatívna – napr. možnosti manipulácie so zvarencom. Skompletizovanie konštrukčného uzla až na mieste jeho inštalácie (časti mostov, lodí a pod.).








Mäsiarska 74
040 01 Košice - staré mesto
Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby
Ústav technologického a materiálového inžinierstva
Strojnícka fakulta
Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc.
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing. Eva Krupárová
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
https://www.facebook.com/KatPPT
