


-
Home

-
Štúdium
-
Prihlášky na štúdium
- Frontpage
Polohy zvárania
Polohy zvárania sú definované podľa normy STN EN ISO 6947,, Zváranie. Polohy zvárania - Definície uhlov naklonenia a otočenia“.
Poloha zvárania je určená polohou zvaru v priestore a smerom zvárania.
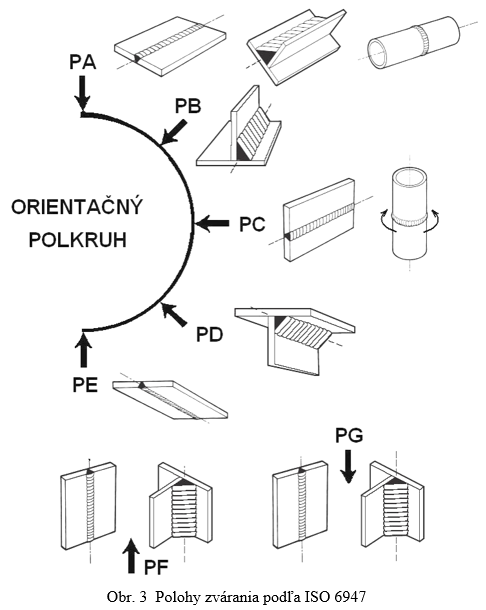
PA - Poloha vodorovná z hora hora
PB - Vodorovno zvislá poloha z hora
PC - Vodorovná poloha na zvislej ploche z hora
PD - Vodorovno zvislá poloha nad hlavou z hora
PE - Poloha nad hlavou z hora
PF - Zvislá poloha zdola nahor z hora
PG - Zvislá poloha zhora nadol z hora
PB – Vodor
Naklonenie zvarov
Norma u priamočiarych zvarov definuje naklonenie S ako uhol medzi pozdĺžnou osou zvaru a kladnou osou x vodorovnej súradnicovej roviny. S sa meria v matematicky kladnom smere, proti smeru hodinových ručičiek (obr. 4).
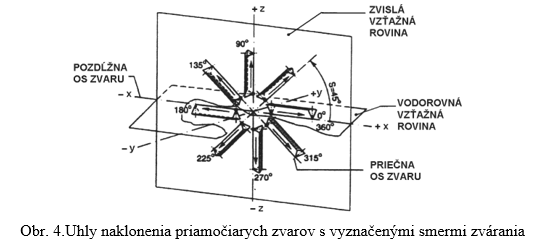
Súradnicový systém sa stanoví tak, že pozdĺžna os zvaru leží vo zvislej vzťažnej rovine (obr. 4 rovina x/z) a smer zvárania vychádza z počiatku súradnicového systému. Pri rúrach s naklonenými osami je naklonenie vyjadrené smerom zvárania a otočenie vyjadrené uhlom naklonenia.
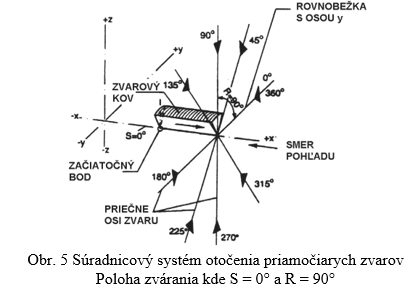
Otočenie zvarov
Otočenie zvarov R je definované ako uhol medzi priečnou osou zvaru (čiara spojujúca stred koreňa zvaru a krycej vrstvy) a kladnou osou y alebo rovnobežkou s osou y meranou v matematicky kladnom smere, v rovine priečneho rezu zvaru (obr. 5).
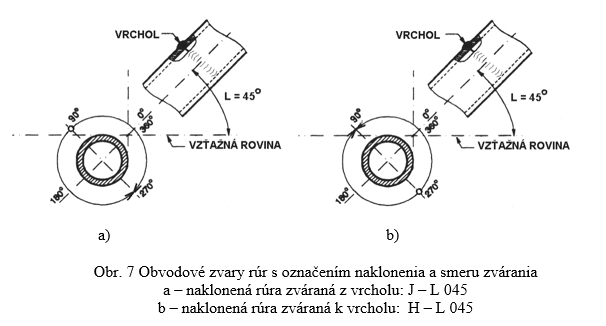
Pre polohy obvodových zvarov na rúrach s naklonenými osami sa používajú následné označenia otočenia a naklonenia (obr. 6 a 7):
Otočenie sa označuje písmenom L a uhlom naklonenia. (obr. 6)
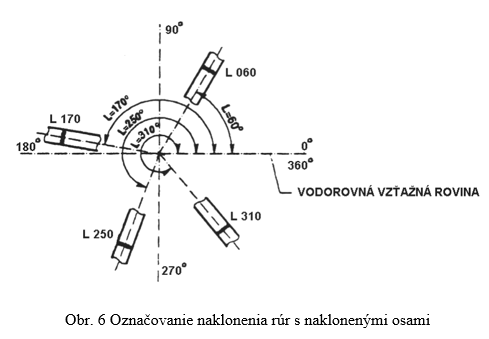
Naklonenie sa označuje:
- naklonenie J pre zváranie z vrcholu (obr. 7a),
- naklonenie H pre zváranie k vrcholu (obr. 7b),
- naklonenie K pre obežné zváranie.
Definícia zvárania
Zváranie je definované ako proces pri ktorom pôsobením tepla, tlaku, alebo tepla a tlaku súčasne vznikajú nerozoberateľné spoje – zvarové spoje. Procesy zvárania sú prevažne založené na lokálnom pôsobení tepla v mieste zvaru. Zvar a jeho okolie je zaťažené určitým tepelným cyklom, ktorého charakteristiky sú závislé na použitej technológií zvárania.
Zvarové spoje je možné vyrobiť natavením základného /zváraného/ materiálu, resp. pomocou nataveného prídavného materiálu. Časť kovu, ktorá sa pri zváraní roztaví sa nazýva zvarový kov.
Zvarový kov môže byť tvorený len pretaveným základným materiálom (odporové zváranie), alebo môže byť tvorený zliatinou pretaveného základného materiálu s prídavným materiálom.
Prídavný materiál je kov pridávaný do zvarového kúpeľa, v procese zvárania by mal mať rovnaké, prípadne podobné chemické zloženie ako zváraný základný materiál.
Zvarovým kúpeľom nazývame časť zvarového materiálu, ktorá sa pri tavnom zváraní nachádza v tekutom stave.
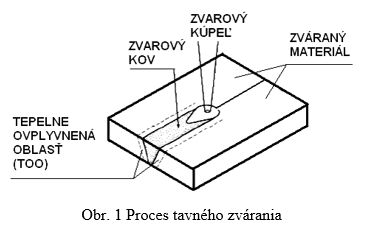
Natavovaný základný materiál sa vo zvarovom kúpeli premiešava bez alebo s prídavným materiálom a vytvára zvarový kov. Za zdrojom tepla sa znižuje teplota, roztavený kov tuhne a vzniká zvarová húsenica, pri odporovom zváraní namiesto húsenice vzniká tavný bod, šev alebo stykový spoj.
Na veľkosť a tvar zvarového kúpeľa majú vplyv:
- tepelný príkon pri zváraní,
- rýchlosť zvárania,
- termofyzikálne vlastnosti zváraného materiálu,
- hrúbka zváraného materiálu,
- použité prídavné materiály a pod.
Kov vo zvarovom kúpeli je počas zvárania v turbulentnom pohybe rôznymi smermi a rýchlosťami. Tieto konvekčné prúdy umožňujú prenos tepla a látky vo vnútri zvarového kúpeľa a spôsobujú ich mechanické účinky elektrického oblúka, elektromagnetické sily a rozdielnosť povrchového napätia.
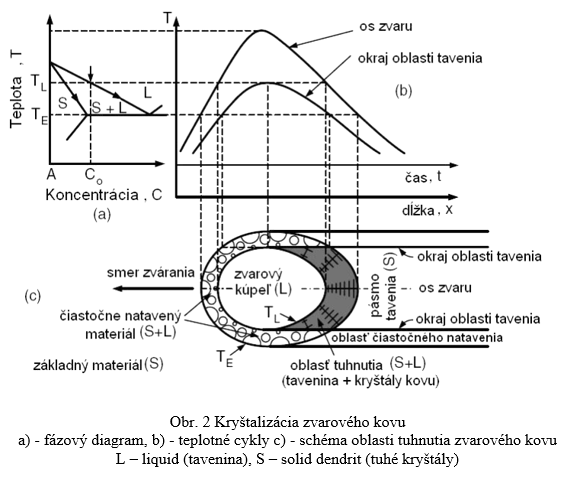
Kryštalizácia zvarového kúpeľa začína pri poklese teploty roztaveného zvarového kovu pod teplotu tavenia.
Na proces kryštalizácie vplýva:
- množstvo dodávaného tepla do zvaru,
- smer pohybu zdroja tepla,
- teplotný gradient v čelnej časti zvarového kúpeľa,
- premiešanie zvarového kovu s roztaveným kovom základného materiálu,
- rýchlosť kryštalizácie,
- objemové množstvo zvarového kúpeľa,
- druh zváraných materiálov a iné.
LSP1 Učebňa programovania CNC obrábacích strojov (M74-040/A)
Zodpovedný pracovník: doc. Ing. Ján Varga, PhD.
Umiestnenie: Mäsiarska 74
Zameranie učebne
Učebňa programovania výroby na CNC obrábacích strojoch je zameraná na CAD návrhy dielcov, spôsoby programovania a tvorbu dráh nástroja pre komplexné obrobenie dielca. V procese výuky je riešená správna voľba technológie výroby dielca vzhľadom na dosiahnutie požadovanej presnosti na základe výkresovej dokumentácie. Učebňa je využívania na vzdelávacie účely ako aj odbornú prípravu študentov v študijných programoch bakalárskeho štúdia (PPSV, TMaISV), inžinierskeho štúdia (PPSV, ST). V rámci týchto odborov študenti nadobúdajú zručnosti v práci so softvérovými nástrojmi v oblastiach CAD/CAM technológií, ktoré sú využívané v strojárskej praxi.
Softvérové vybavenie učebne
- Solidworks 2021
- SolidCAM 2021
- NX
- Catia
V učebni programovania výroby na CNC obrábacích strojoch sa nachádza 10 programovacích pultov EMCO s panelmi pre riadiace systémy Heidenhaim TNC 460 a Sinumerik 840D. Programovacie pulty slúžia pre pochopenie podstaty procesu frézovania a sústruženia s priamym prepojením do reálneho procesu prostredníctvom CNC frézovačky EMCO concept Mill 155 a CNC sústruhu DMG CTX 310 eco, ktoré sú súčasťou vzdelávacieho procesu. Učebňa slúži na získanie skúseností v oblasti dielenského programovania prostredníctvom pultov a programovania tvarových plôch prostredníctvom CAM softvérov, ktoré môžu študenti využiť v rámci svojich semestrálnych prác, záverečných prác, alebo pri realizácií vlastných návrhov.






Vyučované predmety
- Úvod do NC programovania
- CAD/CAM systémy v technológiách
- Programovanie NC strojov
01. Definícia zvárania / 01.ВИЗНАЧЕННЯ ТЕРМІНУ ЗВАРЮВАННЯ
02. Polohy zvárania / 02. ЗВАРЮВАЛЬНІ ПОЗИЦІЇ
03. Zvaritelnost / 03. ЗВАРЮВАНІСТЬ МАТЕРІАЛІВ
04. Zváranie plameňom / 04. ГАЗОВЕ ЗВАРЮВАННЯ
05. Ručné oblúkové zváranie / 05. РУЧНЕ ДУГОВЕ ЗВАРЮВАННЯ
06. Zváranie MIG-MAG / 06. ЗВАРЮВАННЯ ПЛАВКИМ ЕЛЕКТРОДОМ В АТМОСФЕРІ ЗАХИСНОГО ГАЗУ
M74-159 - VM1 Počítačová učebňa CAD/CAM/CAE
Zodpovedný pracovník: Ing. Vladimír Rohaľ, PhD.
M74-153 - VM2 Počítačová učebňa CAD/CAM/CAE
Zodpovedný pracovník: Ing. Tomáš Jezný, PhD.
M74-040/A - Učebňa programovania CNC obrábacích strojov
Zodpovedný pracovník: doc. Ing. Ján Varga, PhD.
M74-151 - S1 Učebňa
Zodpovedný pracovník: doc. Ing. Janka Majerníková, PhD.
M74-150 - S3 Učebňa
Zodpovedný pracovník: Ing. Peter Mulidrán, PhD.
M74-154 - S4 Učebňa
Zodpovedný pracovník: Ing. Ema Nováková-Marcinčinová, PhD.
M74-160 - S12 učebňa
Zodpovedný pracovník: doc. Ing. Dagmar Draganovská, PhD.








Mäsiarska 74
040 01 Košice - staré mesto
Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby
Ústav technologického a materiálového inžinierstva
Strojnícka fakulta
Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc.
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing. Eva Krupárová
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
https://www.facebook.com/KatPPT
